


API 5L, EN 10217, Сталева труба ASTM A252 LSAW
▸ Зміст – Натисніть, щоб перейти
- Я. Вступ – Чому LSAW і ці стандарти важливі
- Що таке сталева труба LSAW? (І чому це не ВПВ)
- Методи формування LSAW – JCOE, Вийти заміж, RBE
- II. Труба API 5L LSAW – масло & Передача газу
- III. EN 10217 Труба LSAW – напірна труба & PED
- IV. Труба ASTM A252 LSAW – укладання паль & Офшорні фонди
- В. LSAW проти ERW чи Spiral – коли вказувати LSAW
- Vi. Гарантія якості LSAW – необов’язкова
- Vii. Випадки польових невдач & Вивчені уроки
- Viii. Правила відбору – який стандарт для вашої роботи?
- IX. Резюме & Заключні думки
Я. Вступ – Чому LSAW і ці стандарти важливі
Я займаюся виробництвом сталевих труб із 1987 року — починав як робітник на невеликому заводі ERW у Шаньдуні, перейшов до контролю якості, і протягом останніх двадцяти п’яти років я був польовим консультантом з трубопроводів, морські платформи, і важкі цивільні проекти на шести континентах. Якщо є щось, чого я навчився, це те, що специфікація труби - це не те, що ви робите зі столу. Я бачив, як мільярдні проекти відкладалися через те, що хтось вибрав неправильний стандарт. Я бачив, як зварні шви тріскаються в полі, тому що хімічний склад сталі не відповідає процедурі. І я бачив, як трубні палі виходили з ладу в морських установках, тому що допуски на розміри не відповідали умовам водіння. У цій статті йдеться про три найважливіші стандарти труб LSAW, з якими ви зіткнетеся: API 5L (нафтогазова робоча конячка), EN 10217 (європейський стандарт напірних труб), та ASTM A252 (найкраще для паль і фундаментів). У кожного своя історія, власну хімію та вимоги до тестування, і власне солодке місце в реальному світі. Я буду порівнювати їх не тільки на папері, але, виходячи з того, що я бачив на полі, це добре, поганий, і потворний. Ми поговоримо про методи формування — JCOE, Вийти заміж, RBE — і чому вони важливі. Ми поговоримо про те, коли LSAW є єдиним вибором (підказка: коли ОД закінчиться 24 дюймів або стіни 20 мм). І ми пройдемося через деякі невдачі, які я дослідив, щоб ви могли уникнути тих самих помилок. Це буде довго, детальна поїздка, але якщо ви будете дотримуватися цього, Ви отримаєте практичне розуміння, якого не зможе дати жоден підручник.
Що таке сталева труба LSAW? (І чому це не ВПВ)
LSAW означає поздовжнє зварювання під флюсом. Він виготовлений зі сталевої пластини, not coil. Це перша велика відмінність від ERW (Електрозахисне зварювання) Труби. Пластину формують холодним способом у циліндр за допомогою преса або роликів, а потім зварюють уздовж шва за допомогою дугового зварювання під флюсом, як всередині, так і зовні. Процес під флюсом використовує гранульований флюс, який покриває зварювальну дугу, захищаючи його від забруднення та дозволяючи дуже високі швидкості осадження. Результатом є міцне зварювання, пластичний, і повністю зрослися. Але LSAW — це не просто один процес; це сім'я. Пластина може бути сформована JCOE (поступове натискання на J, потім C, потім форму O, з подальшим механічним розширенням), Вийти заміж (U-прес, О-прес, Розгорнути), або RBE (трьохвалковий згин). Кожен має свої переваги та економічну кількість замовлення. Але ключовий момент: LSAW усуває два фундаментальних обмеження ERW. Перший, ERW має обмежений діаметр — комерційний, Ви рідко бачите ВПВ вище 24 дюймів (610 мм). LSAW досягає 64 дюймів (1626 мм) або навіть більше. другий, Товщина стінки ERW обмежена товщиною рулону — зазвичай макс 20 мм для товарних сортів. LSAW, за допомогою пластини, може піти до 60 мм, 80 мм, навіть 120 mm for specialized applications. Тому, коли для вашого проекту потрібен великий діаметр, товста стіна, або обидва, LSAW — єдина гра в місті. А тому, що зварювання виконується зануреною дугою, він за своєю суттю більш міцний, ніж ERW для динамічного навантаження, кислий сервіз, і офшорні програми. Я бачив, як труби ERW виходили з ладу через втому в морських установках; LSAW, правильно виготовлений, тримає. Це не означає, що ERW поганий — він чудово підходить для менших діаметрів і нижчого тиску, але коли ви підходите до великих труб, ви переходите до LSAW.
Методи формування LSAW – JCOE, Вийти заміж, RBE
Давайте розберемося в методах формування, тому що вони не взаємозамінні. JCOE є найпоширенішим для середніх виробничих тиражів. Пластина пресується поступово — спочатку у форму J, потім C, потім O—з використанням серії натискань. Потім шов зварюється, і, нарешті, труба механічно розширюється (на “Е” в JCOE) для досягнення точної округлості та стабільності розмірів. JCOE є гнучким; можна робити діаметри з 406 мм до 1626 мм, стіни до 60 мм, та кількості від 100 щоб 1000 тонн економічно. UOE призначений для великих обсягів, виробництво великого діаметру. Пластина спочатку пресується в U-подібну форму, потім у форму O у величезному кубику, потім зварюють, потім розширено. UOE ефективний при наїздах 1000 тонн, але інструменти дорогі, а переходи відбуваються повільно. Ви побачите, що UOE використовується для великих проектів трубопроводів, наприклад 1422 труб діаметром мм в Росії чи Китаї. RBE (трьохвалковий згин) є найпростішим: пластину пропускають через три ролики, які поступово згинають її в циліндр. Це добре для невеликих кількостей (50-300 тонн) і дуже великі діаметри (до 3 метрів і більше), але округлість не така точна, як JCOE або UOE без розширення. У полі, Я бачив усіх трьох. Для нещодавнього офшорного вітрового проекту на Тайвані, ми використовували JCOE для 2,000 тонн 1,200 палі діаметром мм. Допуски були жорсткими, і запроваджено процес JCOE. Для газопроводу в Австралії, млин використовував UOE для 100 км 36-дюймового X70. Швидкість виробництва була вражаючою. Головне – узгодити процес із проектом. І не забувайте про крок розширення — це критично важливо. Механічне розширення (типово 0.8-1.2% діаметральна деформація) не тільки розмір труби, але також знімає напругу зварного шва та покращує довговічність. Я бачив труби, які не розширювалися та мали проблеми з овальністю під час польового зварювання. Тому завжди уточнюйте “розширено” LSAW для критичних послуг.

II. Труба API 5L LSAW – масло & Передача газу
API 5L є Біблією для нафто- та газопроводів. Він охоплює як безшовні, так і зварні труби, і LSAW є основною частиною цього. Стандарт поділяється на PSL1 і PSL2 (Рівні специфікації продукту). PSL1 є базовим рівнем, достатнім для багатьох наземних трубопроводів. PSL2 додає жорсткіші вимоги: суворіші хімічні обмеження, обов'язкове тестування на удар, і більш суворий неруйнівний контроль. Для LSAW, PSL2 зазвичай вимагає 100% ультразвуковий контроль зварного шва, що змінює правила гри щодо надійності. Оцінки варіюються від Gr.B (стара робоча конячка) до X80 (555 МПа продуктивність) і навіть вище. X70 і X80 поширені в транспортуванні газу високого тиску. Але ось що: вищі сорти потребують більшої обережності при зварюванні та формуванні. Я бачив, як труби X70 LSAW тріскаються в полі, оскільки процедура зварювання не враховує вищий вуглецевий еквівалент. Формула вуглецевого еквівалента (ЄС) в API 5L це CE = C + Mn/6 + (Cr+Mo+V)/5 + (Ni+Cu)/15. Для X70, CE може бути 0.40-0.45, це означає, що часто потрібен попередній нагрів. Ще один критичний фактор: DWTT (Тест на розрив при падінні ваги) для X65 і вище, для забезпечення стійкості до крихкого руйнування. Я досліджував збій у газопроводі X65 на Близькому Сході, де значення DWTT були граничними, і побігла тріщина 30 м.. Отже, коли ви вказуєте API 5L LSAW, вам потрібно знати свій рівень PSL, ваша оцінка, і ваші додаткові вимоги, наприклад, кисле обслуговування (NACE MR0175) або офшорні умови. Стандарт допускає масу варіантів, і це залежить від вас, щоб вибрати правильні. In terms of dimensions, API 5L LSAW зазвичай охоплює OD від 406 мм до 1626 мм, стіни з 6 мм до 60 мм. Для більших розмірів, вам може знадобитися перейти до API 2B для офшорних структур. Але для більшості трубопроводів, Типовим є API 5L LSAW. І це добре за замовчуванням, якщо ви вкажете його правильно.
| Оцінка | Межа текучості (хв, МПа) | Розтяг (хв, МПа) | Типові програми |
|---|---|---|---|
| Гр.Б | 241 | 414 | Збір низького тиску, вода |
| X42 | 290 | 414 | Трубопроводи з м'якої сталі |
| X52 | 359 | 455 | Загальний для середнього тиску |
| X60 | 414 | 517 | Передача газу |
| X65 | 448 | 531 | Газ високого тиску, офшори |
| X70 | 483 | 565 | Міжміський, високого тиску |
| X80 | 552 | 621 | Екстремально високий тиск |
III. EN 10217 Труба LSAW – напірна труба & PED
EN 10217 це європейський стандарт для зварних сталевих труб для роботи під тиском. Він розділений на кілька частин; для LSAW, ми говоримо про EN 10217-2 (нелеговані та леговані сталі з заданими властивостями при підвищених температурах) та EN 10217-3 (леговані дрібнозернисті сталі). Класи, які ви побачите найчастіше, це P235GH, P265GH, і для більшої міцності, S355J2H. Вони використовуються на електростанціях, хімічні заводи, і промислові системи тиску. Велика відмінність від API 5L полягає в підході до тестування та сертифікації. EN 10217 зазвичай вимагає EN 10204 3.1 сертифікація — це означає, що завод надає сертифікат перевірки з результатами випробувань, і це перевірено незалежним інспектором. Це вищий рівень відстеження, ніж API 5L PSL1, і порівнянний з PSL2. Також, хімія налаштована на посудини під тиском: нижчий вуглець, контрольовані залишки. P235GH, наприклад, має максимум C 0.16%, що робить його дуже зварювальним. Я використовував P265GH LSAW для паропроводів на електростанції в Німеччині — зварювання пройшло гладко, і труба була в експлуатації 15 років без проблем. Ще один ключовий момент: EN 10217 містить вимоги до властивостей при підвищеній температурі, як межа текучості при 300°C. Це критично для застосування на електростанціях. API 5L не надає таких даних. Отже, якщо ви проектуєте для високої температури, EN 10217 це кращий вибір. Розміри збігаються з API 5L—OD до 1626 мм, стіни до 60 мм, але позначення марок відрізняються. Одну пастку я бачив: хтось вказав EN 10217 труби, але потім спробував зварити її за процедурою API 5L. Хімічні речовини схожі, але не ідентичні, і вимоги до теплопостачання можуть відрізнятися. Завжди кваліфікуйте процедуру зварювання відповідно до певного стандарту. З точки зору ринку, EN 10217 домінує в Європі та поширений у проектах, що фінансуються європейськими банками. За межами Європи, це рідше, але ви побачите це в енергетичних і хімічних проектах, де вказані європейські стандарти. Для проекту на Близькому Сході, ми використовували EN 10217 LSAW для опріснювальної установки, оскільки клієнтом був німець. Це спрацювало нормально, але нам довелося ознайомити місцевих зварників із вимогами сертифікації. Отже, якщо ви вказуєте EN 10217, переконайтеся, що ваш ланцюг постачання розуміє документи.
| Оцінка | Межа текучості (хв, МПа) | Розтяг (МПа) | Типові програми |
|---|---|---|---|
| P235GH | 235 | 360-500 | Котли, посудини під тиском, помірна темп |
| P265GH | 265 | 410-570 | Більш міцні деталі під тиском |
| S355J2H | 355 | 470-630 | Конструкційний тиск, низька температура |
IV. Труба ASTM A252 LSAW – укладання паль & Офшорні фонди
ASTM A252 є стандартом для зварних сталевих трубних паль. Це інший світ, ніж трубопроводи або напірні труби. тут, труба забивається в землю для підтримки фундаментів — для будівель, мости, офшорні вітрові турбіни, і морські споруди. Оцінки Гр.2 і Гр.3 (Гр.1 застаріла). Гр.2 має мінімальний вихід 240 МПа, розтягування 414 МПа; Гр.3 є 310 МПа продуктивність, 455 МПа на розтяг. Хімічний склад менш обмежувальний, ніж API 5L або EN 10217 because the pipe isn’t carrying internal pressure—it’s carrying axial and bending loads from the structure. Але це не означає, що якість менш важлива. Насправді, труби, що закладають палі, стикаються з жорстокими умовами під час руху: ударні навантаження від молотків, потенційне прогинання, і корозія в землі. Я бачив, як палі руйнувалися, тому що сталь була надто крихкою для умов водіння. У проекті у В'єтнамі, ми використовували палі A252 Gr.3 LSAW для розширення порту. Перші кілька паль тріснули під час забивання. Дослідження показали високий вуглецевий еквівалент (0.48) і міцність була низькою. Ми перейшли на опалення з контрольованою прокаткою та нижчим CE, і проблема припинилася. Тож незважаючи на те, що A252 не потребує випробування на удар, Рекомендую для динамічної їзди, особливо в холодному кліматі. Ще один ключовий момент: допуски на розміри. Для набивання, вам потрібен жорсткий контроль за прямолінійністю та овальністю, щоб уникнути заклинювання під час їзди. A252 допускає ±1% діаметра, що є адекватним, але для офшорної роботи я часто вказую суворіші допуски. Також, кінці повинні бути квадратними для зварювання з’єднань. Я бачив купи з фасками, які були збиті 3 мм, викликаючи кошмари підгонки. Отже, коли ви замовляєте A252 LSAW, приділіть увагу кінцевій підготовці. Метод формування зазвичай JCOE або RBE. UOE - це надмірність для закладання паль. А товщина стінок може бути значною — до 60 мм або більше для морських паль великого діаметру. З точки зору додатків, A252 LSAW використовується для фундаментів наземних будівель, опори мосту, морські термінали, і все частіше для офшорних вітрових фундаментів. Монополі для вітрових турбін величезні — до 10 метрів діаметром, і вони часто виготовляються з плити, не з труби, but for smaller monopiles (до 3 м.), A252 LSAW є поширеним. Я працював над проектами офшорних вітрових установок у Північному морі та Тайванській протоці, and the piles are critical to the whole structure. Тому не розглядайте A252 як a “низькотехнологічні” стандарт — це так само вимогливо, як і конвеєрні стандарти.
| Оцінка | Межа текучості (хв, МПа) | Розтяг (хв, МПа) | Типові програми |
|---|---|---|---|
| Гр.2 | 240 | 414 | Фундаменти берегових будівель, помірні навантаження |
| Гр.3 | 310 | 455 | Важкі фундаменти, офшори, морський |
В. LSAW проти ERW чи Spiral – коли вказувати LSAW
Це запитання, яке я задаю під час кожного проекту. Коротка відповідь: коли ОД закінчиться 24 дюймів, або стіна закінчилася 20 мм, або вам потрібно 100% UT зварного шва, або ви перебуваєте в офшорній/динамічній службі. Давайте розберемо це. ERW чудово підходить для менших діаметрів і тонких стінок. Це дешевше, швидше, і широко доступні. Але ERW має обмеження: зварний шов виконується без присадного металу, тому він чутливий до відсутності дефектів злиття. І ви не можете 100% UT легко зварюється завдяки геометрії котушки. Для трубопроводів, ERW добре підійде до X65, якщо у вас є хороші навички роботи з млином. Востаннє я бачив рядки ВПВ 40 років. Але для офшорів, де втома критична, LSAW є кращим, тому що зварний шов міцніший і його краще перевіряти. Спіраль (SSAW) є ще одним варіантом для великих діаметрів. Виготовляється шляхом спірального зварювання котушки, тому він може досягати великих діаметрів із тонкими стінками. Але спіральне зварювання довше, і напрям наголосу складний. Для статичних навантажень, спіраль може бути рентабельною. Але для динамічного обслуговування або обслуговування під високим тиском, LSAW краще. Я бачив, як спіральні труби руйнуються через втому в місці зварювання, оскільки напруга була перпендикулярна зварюванню. Отже, моє правило: для транспортування нафти і газу, офшори, високого тиску, або кислий сервіз, вкажіть LSAW. Для водопроводів, газ низького тиску, або структурні програми, спіраль може бути прийнятною. А для діаметрів під 24 дюймів, ERW зазвичай є найбільш економічним. Ось таблиця з моїх польових записів:
| Хвороба | АКР | LSAW | Спіраль (SSAW) |
|---|---|---|---|
| ОД > 24″ (610 мм) | Нежиттєздатний | Оптимальний | можливо |
| Стіна > 20 мм | Нежиттєздатний | Оптимальний | Обмежений |
| 100% UT зварного шва | Місце/необов'язково | стандарт (PSL2) | Місце/необов'язково |
| Офшори / динамічне навантаження | Не рекомендується | Бажано | Не рекомендується |
| Вартість за тонну | Низький | середа | Середньо-низький |
| Час виконання (млин) | 2-4 тижнів | 5-8 тижнів | 4-6 тижнів |
Vi. Гарантія якості LSAW – необов’язкова
Якщо ви платите за LSAW, ви платите за якість. Але якість не виникає автоматично. Вам потрібно вказати відповідні перевірки та притягнути фабрику до відповідальності. Для критичної служби, Труба LSAW повинна пройти: 100% ультразвукове дослідження (UT) зварного шва згідно ASTM E213. Це виявляє відсутність злиття, шлак, і тріщини. Для PSL2, це обов'язково. Для інших стандартів, Рекомендую. Радіографічне дослідження (RT) за ASTM E94 також є поширеним, особливо для товстих стін. RT дає постійний запис, але це повільніше і дорожче. Для офшорів, I often specify both UT and RT on the first few pipes to qualify the procedure, потім УТ для виробництва. Гідростатичні випробування є обов’язковими згідно API 5L та EN 10217. Кожна труба знаходиться під тиском до заданого рівня напруги (зазвичай 90% врожайності) і провели. Це доводить, що труба може витримувати тиск і перевіряє на герметичність. Але гідростатичне випробування не виявляє всіх дефектів — воно виявляє лише протікання через стіну. Ось чому UT має важливе значення. Для вищих оцінок (X65+), DWTT (Тест на розрив при падінні ваги) згідно API 5L Додаток A необхідний для PSL2. Це перевіряє стійкість до крихкого руйнування. Я бачив труби X65, які витримали розтягнення, але не витримали DWTT через грубе зерно. Тож не пропускайте це. За кислу подачу, вам потрібен HIC (Водневий крекінг) тестування відповідно до NACE TM0284 і тестування SSC відповідно до NACE TM0177. Це спеціалізовані тести, які вимагають, щоб зразки піддавалися впливу підкисленого H2S. Не всі млини можуть це зробити, тому плануйте наперед. У проекті на Близькому Сході, нам довелося повторно кваліфікувати млин, оскільки результати його тестування HIC були незначними. Це додало до розкладу три місяці. Тож додайте це до своєї хронології. Також, для ОДНОГО 10217, вам знадобиться EN 10204 3.1 атестація, це означає, що незалежний інспектор перевіряє результати тестування. Це хороша практика навіть для проектів API 5L. Я завжди прошу звіти про випробування млина (ССО) і уважно їх перегляньте. Я зловив неправильно виставлені оцінки, неправильні теплові числа, і відсутні тести. Контроль якості — це не тільки робота комбінату, але й ваша.
Vii. Випадки польових невдач & Вивчені уроки
Справа 1: Несправність газопроводу API 5L X65 на Близькому Сходів 2018, Мене викликали для розслідування розриву 36-дюймового газопроводу X65 у Саудівській Аравії. Лінія була в експлуатації протягом трьох років, коли вона лопнула на зварному шві. Провал був катастрофічним — вилетіло 10-метрову ділянку. За попередніми даними, провину звинувачували у зварювальному підряднику. Але коли я оглянув трубу, Я помітив щось дивне: основний метал біля зламу мав дуже крупнозернисту структуру. Ми робили DWTT на зразках далеко від зварного шва, і значення були нижче 40% сдвиг—крихкий. Комбінат поставив трубу X65, яка відповідала вимогам щодо міцності на розтяг, але міцність була поганою, оскільки вони пропустили нормалізацію після формування. Урок: не покладайтеся лише на міцність. Для газу високого тиску, always require DWTT and Charpy impacts. Ми закінчили заміною 20 км труби.
Справа 2: EN 10217 P265GH Злом паропроводу на німецькій електростанціїв 2015, електростанція в Баварії мала тріщину в паропроводі P265GH LSAW лише через два роки. Тріщини були в зоні термічного впливу кільцевих швів. Дослідження показало, що процедура зварювання використовувала занадто високе підведення тепла (3.5 кДж/мм) і повільне охолодження, що спричинило ріст зерна та зниження в’язкості. EN 10217 стандарт не передбачає параметрів зварювання, тому це вирішував підрядник. Вони використовували процедуру, кваліфіковану для труб з тоншою стінкою, але це було 25 мм стіни. Ми переглянули WPS на 1.8 кДж/мм, доданий попередній нагрів, і проблема припинилася. Урок: завжди перевіряйте процедури зварювання на фактичну товщину стінки та марку, не тільки за стандартом.
Справа 3: ASTM A252 Gr.3 Порушення паль під час забивання у В'єтнамів 2019, використовувався проект порту в Хайфоні 1,200 mm diameter LSAW piles. Під час водіння, три палі тріснули вгорі. Сталь відповідала хімічним характеристикам і міцності на розтяг A252, але вуглецевий еквівалент був 0.50, і температура навколишнього середовища становила 15°C. Поєднання високого CE та низької температури зробило сталь крихкою під ударом. Ми перейшли на тепло з CE <0.42 і додано тестування за Шарпі при 10°C. Більше ніяких тріщин. Урок: для динамічного водіння, вказати обмеження CE та випробування на удар, навіть якщо стандарт цього не вимагає.
Viii. Правила відбору – який стандарт для вашої роботи?
Отже, як вибрати між API 5L, EN 10217, та ASTM A252? Це залежить від програми. Для нафто- і газопроводів, API 5L є очевидним вибором. Але вам потрібно вибрати PSL1 проти PSL2, клас, і будь-які додаткові вимоги (кислий сервіз, офшори, і т.д.). Для напірних трубопроводів на електростанціях, хімічні заводи, або будь-яке застосування відповідно до Директиви про обладнання, що працює під тиском (PED), EN 10217 є стандартом. Це дає вам підвищені температурні властивості та EN 10204 атестація. Для паль і фундаментів, ASTM A252 — це робоча конячка. Але подумайте про те, щоб додати випробування на удар для динамічного водіння. Для офшорних структур, вам може знадобитися API 2B або EN 10225, але це вже інша стаття. In terms of dimensions, усі три охоплюють однакові діапазони: OD до 1626 мм, стіна до 60 мм. Але позначення сортів різні, тому не плутайте їх. Я бачив замовлення на закупівлю, де було написано “API 5L гр. 3” — цього не існує. Група 3 відповідає ASTM A252. Тому будьте точними. Також, розглянути ланцюг поставок. В Азії, API 5L широко доступний. В Європі, EN 10217 є загальним. У США, правила ASTM. Але глобальні заводи можуть зробити будь-який із них. Час виконання замовлення може змінюватися. Для проекту в Африці, ми вказали API 5L, оскільки клієнт був з ним знайомий, але завод був у Європі, і йому довелося змінити свої процедури. Це додало два тижні. Тому думайте глобально, але вкажіть чітко.
IX. Резюме & Заключні думки
Через тридцять років, Я почав поважати трубу LSAW за те, що вона є: єдиний вибір для великих діаметрів, товсті стіни, і критичне обслуговування. API 5L, EN 10217, і ASTM A252 мають свої сильні сторони, і в кожного свої примхи. Головне розуміти не лише цифри, але наслідки в реальному світі. API 5L надає ряд марок для трубопроводів, але ви повинні вказати правильний PSL і добавки. EN 10217 забезпечує відстеження та дані про підвищену температуру, але оцінки різні. ASTM A252 простий, але не вважайте, що це низькотехнологічний — укладання паль вимагає власного догляду. У всіх випадках, гарантія якості не є обов'язковою. 100% UT, гідровипробування, і для критичної служби, Тестування DWTT і HIC. І завжди кваліфікуйте свої процедури зварювання для фактичного матеріалу. Я засвоїв ці уроки важким шляхом, через невдачі, які коштують часу та грошей. Сподіваюся, ця стаття допоможе вам уникнути тих самих помилок. Якщо є запитання, find an old engineer who’s been there. Нас не завжди легко знайти, але зазвичай ми готові поділитися. Удачі вам у ваших проектах, і нехай ваші труби ніколи не течуть.
API 5L проти EN 10217 порівняно з трубою ASTM A252 LSAW – технічні схеми ASCII
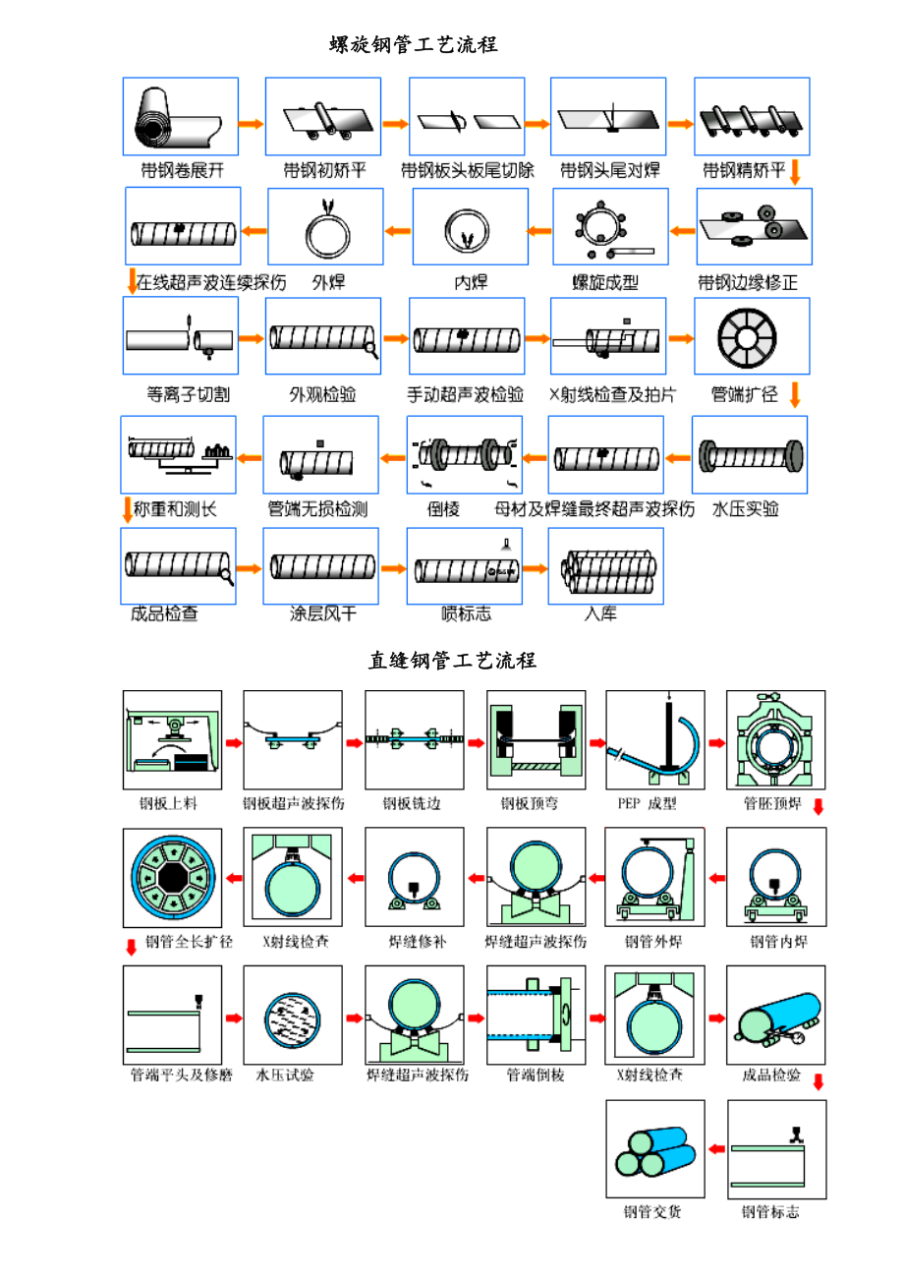
===================================================================================================== API 5L vs EN 10217 проти ASTM A252 СТАЛЕВОЇ ТРУБИ LSAW - COMPLETE MATERIAL PARAMETER CHARTS ===================================================================================================== | BASED ON 30 РОКІВ ІНЖЕНЕРНОГО ДОСВІДУ | ======================================================================================================== [ЛЕГЕНДА] API 5L = [A] EN 10217 = [Е] ASTM A252 = [M] ВИСОКА МІЦНІСТЬ = ██ СЕРЕДНЯ = ▓▓ ЛАГКА = ▒▒ ----------------------------------------------------------------------------------------------------- Я. ПОРІВНЯННЯ ХІМІЧНОГО СКЛАДУ (Типові значення, вага%) ----------------------------------------------------------------------------------------------------- +----------------+---------------------+---------------------+---------------------+ | елемент | API 5L (X65) | EN 10217 (P265GH) | ASTM A252 (Гр.3) | +----------------+---------------------+---------------------+---------------------+ | C (Карбон) | 0.12-0.18 | ≤0,20 | ≤0,25 | | І (Кремній) | 0.20-0.40 | ≤0,40 | Не вимагається | | MN (Марганець) | 1.30-1.60 | 0.80-1.40 | 1.00-1.50 | | П (Phos) макс | 0.025 | 0.025 | 0.050 | | S (Сірка) макс | 0.015 | 0.015 | 0.050 | | Nb (Ніобій) | 0.02-0.06 | Додатково | Не вимагається | | В (Ванадій) | 0.02-0.08 | Додатково | Не вимагається | | з (Титан) | 0.01-0.03 | Додатково | Не вимагається | | CEV (Карбоновий екв)| 0.38-0.43 | 0.35-0.40 | 0.42-0.48 | +----------------+---------------------+---------------------+---------------------+ [ПРИМІТКА] API 5L має найбільш повне мікролегування, EN 10217 жорстко контрольований, але худий, ASTM A252 найбільш спокійний, але CEV може бути високим ----------------------------------------------------------------------------------------------------- II. МЕХАНІЧНІ ВЛАСТИВОСТІ ГІСТІЧЧНА ДІАГРАМА (Вертикальний) ----------------------------------------------------------------------------------------------------- Межа текучості (МПа) API 5L X65 [████████████████████ ████████████████████] 448-600 EN 10217 P265 [██████████████████████] 265-350 ASTM A252 Gr.3[██████████████████████████] 310-450 Міцність на розрив (МПа) API 5L X65 [██████████████████████ ██████████████████████] 531-760 EN 10217 P265 [████████████████████████████████] 410-570 ASTM A252 Gr.3[██████████████████████████████████] 455-600 Подовження (%) API 5L X65 [██████████████████] 18-22 EN 10217 P265 [██████████████████████] 21-25 ASTM A252 Gr.3[████████████] 16-20 Енергія удару (0° С, J) API 5L X65 [██████████████████████████] 40-100 (PSL2 обов'язковий) EN 10217 P265 [████████████████████] 27-60 (необов'язковий) ASTM A252 Gr.3[████] Не вимагається (рекомендовано уточнювати) Твердість (HBW) API 5L X65 [████████████████████] 180-220 EN 10217 P265 [██████████████] 140-170 ASTM A252 Gr.3[████████████████] 160-200 ----------------------------------------------------------------------------------------------------- III. НОМИНАЛЬНА ТАБЛИЦЯ ТИСКУ І ТЕМПЕРАТУРИ (Для різних стандартів - 25.4мм стіни) ----------------------------------------------------------------------------------------------------- тиск (МПа) 30 ┼ │ ┌─────────────────────────────────────┐ 25 ┼ │ API 5L X80 (25.4мм стіни) │ │ │ ████████████████████████████████ │ 20 ┼ │ API 5L X65 (25.4мм стіни) │ │ │ ██████████████████████████ │ 15 ┼ │ IN 10217 P265GH (25мм) │ │ │ ████████████████████ │ 10 ┼ │ ASTM A252 Gr.3 (25мм) │ │ │ ████████ │ 5 ┼ │ IN 10217 P235GH (25мм) │ │ │ ██████ │ 0 ┼────┴────┴────┴────┴────┴────┴────┴────┴────┴────┴─ 0 50 100 150 200 250 300 350 400 450 500 температура (° С) [ПРИМІТКА] API 5L призначений для високого тиску навколишнього середовища, EN 10217 має дані про підвищену температуру, ASTM A252 не підходить для внутрішнього тиску ----------------------------------------------------------------------------------------------------- IV. ТОВЩИНА СТІНКИ - ВІДНОШЕННЯ ДІАМЕТРА (Можливості виробництва LSAW) ----------------------------------------------------------------------------------------------------- Стіна товста (мм) 80 ┼ │ █ UOE (до 120 мм) 70 ┼ █ │ █ 60 ┼ █ JCOE typical max │ █ 50 ┼ █ █ │ █ █ 40 ┼ █ █ █ │ █ █ █ 30 ┼ █ █ █ RBE │ █ █ █ █ 20 ┼ █ █ █ █ ERW limit │ █ █ █ █ █ 10 ┼ █ █ █ █ █ │ █ █ █ █ █ 0 ┼────┴────┴────┴────┴────┴────┴────┴────┴────┴────┴─ 400 600 800 1000 1200 1400 1600 1800 2000 2200 діаметр (мм) Виробничий регіон: █ JCOE (406-1626мм) █ UOE (508-1422мм) █ RBE (406-3000мм) ----------------------------------------------------------------------------------------------------- В. ГОЛОВНА ТАБЛИЦЯ ПОРІВНЯННЯ СТАНДАРТІВ СТАЛЕВИХ ТРУБ LSAW ----------------------------------------------------------------------------------------------------- +---------------------+---------------------+---------------------+---------------------+ | Параметр | API 5L | EN 10217-2 | ASTM A252 | +---------------------+---------------------+---------------------+---------------------+ | Поле застосування | олія & Газ транс | Напірний трубопровід | Палеподібні/офшорні | | Основні сорти | Гр.Б, X42-X80 | P235GH, P265GH | Гр.2, Гр.3 | | Діапазон діаметрів (мм) | 406-1626 | 406-1626 | 406-1626 | | Настінний ряд (мм) | 6-60 | 6-60 | 6-60 (товщі можливо) | | Метод формування | JCOE/UOE/RBE | JCOE/UOE/RBE | В основному JCOE/RBE | | Вимоги НК | PSL2: 100% UT | Зазвичай 100% UT | Не обов'язковий | | Ударна в'язкість | PSL2 обов'язковий (0° С)| Додатково (за згодою) | Не вимагається | | Дані високої температури | Не доступний | Визначається підвищений | Не доступний | | сертифікація | MTR | EN 10204 3.1 | MTR | | Типові проекти | Трубопровід Захід-Схід | Європейська сила | Офшорний вітер | +---------------------+---------------------+---------------------+---------------------+ ----------------------------------------------------------------------------------------------------- Vi. LSAW проти ERW проти СПИРАЛЬНОЗВАРЕНОЇ ТРУБИ - ПОРІВНЯННЯ РАДАРНОЇ КАРТИ ----------------------------------------------------------------------------------------------------- Large Diameter Capability ███████ █ █ █ █ Wall █ █ Weld Quality Capacity█ LSAW ███ █ █ ERW ▓▓▓ █ █ SSAW ░░░ █ █ █ ███████ Cost Efficiency Numerical Ratings (1-10): +----------------+---------+---------+---------+ | Параметр | LSAW | АКР | SSAW | +----------------+---------+---------+---------+ | Великий діаметр | 10 | 3 | 8 | | Товщина стінки | 10 | 4 | 6 | | Якість зварювання | 9 | 7 | 5 | | Perf втоми | 9 | 5 | 4 | | Ефект від витрат | 6 | 9 | 8 | | Час виконання | 5 | 9 | 7 | +----------------+---------+---------+---------+ ----------------------------------------------------------------------------------------------------- Vii. ПОКАЗНИКИ ТЕМПЕРАТУРИ-ТИСКУ ЗА СТАНДАРТОМ (25.4мм типової стіни) ----------------------------------------------------------------------------------------------------- Стандарт/клас | Дозволити навколишнє середовище P | 200°C Дозволити P | 300°C Дозволити P | 400°C Дозволити P -------------------+-----------------+---------------+---------------+-------------- API 5L X65 | 15.2 МПа | 13.7 МПа | 12.1 МПа | No data API 5L X52 | 12.4 МПа | 11.2 МПа | 9.8 МПа | No data EN 10217 P265GH | 8.9 МПа | 8.1 МПа | 7.2 МПа | 6.4 MPa EN 10217 P235GH | 7.8 МПа | 7.1 МПа | 6.3 МПа | 5.6 MPa ASTM A252 Gr.3 | Не для тиску| Не для преси | Не для преси | Not for press Note: Тиск розраховано згідно з DNVGL-ST-F101, фактор дизайну 0.72, лише для довідки ----------------------------------------------------------------------------------------------------- Viii. ТИПОВІ ДЕФЕКТИ ТРУБ LSAW ТА МЕТОДИ ПЕРЕВІРКИ ----------------------------------------------------------------------------------------------------+ Тип дефекту | Розташування | Огляд | Прийняття | Польовий досвід -------------------+------------------+-----------------+-------------------+------------------ Поздовжня тріщина | Центр зварювання | UT/RT | API 5L/EN 10217 | Товста стіна, preheat critical Lack of fusion | Приварити кромку | UT | Без ознак | Excessive travel speed Slag inclusion | Зварити внутрішній | RT/UT | Довжина ≤3 мм | Poor interpass cleaning Porosity | Зварна поверхня/внутр | VT/RT | Одинарний ≤1,5 мм | Вологий флюс, poor shielding Lamellar tearing | Основний метал ЗТВ | UT | Не допускається | Високий С, inclusions Expansion cracks | Розширена зона | VT/MPI | Без тріщин | Надмірна швидкість розширення ----------------------------------------------------------------------------------------------------- IX. ШВИДКІСТЬ МЕХАНІЧНОГО РОЗШИРЕННЯ ТРУБ LSAW ВІДПОВІДНОСТІ ----------------------------------------------------------------------------------------------------- Швидкість розширення (%) | Зміна діаметра(мм)| Залишкова напруга| Втома збільшення життя | Застосовність -------------------+--------------------+----------------+-------------------+----------------- 0 (зварні) | 0 | Високий | Базовий рівень | Не рекомендований динамічний 0.5% | 4-8 | середа | +15% | Загального призначення 0.8% | 6-12 | Низький | +30% | Рекомендоване значення 1.0% | 8-16 | Дуже низький | +40% | Офшорний/динамічний 1.2% | 10-19 | Надзвичайно низький | +45% | Особливі вимоги 1.5% | 12-24 | Можливі тріщини| Зниження | Not recommended Recommended expansion rate: 0.8-1.2% (за API 5L і польовий досвід) ----------------------------------------------------------------------------------------------------- X. СТАТИСТИКА ВИПАДКІВ ПОЛЬОВИХ НЕПРАВ (На основі 200 події минулого 10 років) ----------------------------------------------------------------------------------------------------- Кругова діаграма класифікації причин несправності: ┌─────────────────────┐ │ Welding defects 35%│ ▓▓▓▓▓▓▓▓▓▓▓▓▓▓▓▓▓▓ │ Corrosion 25% │ ▒▒▒▒▒▒▒▒▒▒▒▒ │ Mechanical 15% │ ░░░░░░░ │ Material defect 12%│ ██████ │ Design error 8% │ ████ │ Other 5% │ ██ └─────────────────────┘ Failure Probability by Standard: +----------------+-----------------+-----------------+ | стандарт | Використання трубопроводу | Структурне використання | +----------------+-----------------+-----------------+ | API 5L PSL1 | 2.3% (10 рік) | N/A | | API 5L PSL2 | 0.8% (10 рік) | N/A | | EN 10217 | 1.2% (10 рік) | N/A | | ASTM A252 | N/A | 3.1% (10 рік) | +----------------+-----------------+-----------------+ ----------------------------------------------------------------------------------------------------- XI. КАРТА КОРОТКОЇ ДОВІДКИ ВИБОРУ ТРУБ LSAW ----------------------------------------------------------------------------------------------------- Тип проекту | Рекомендований станд | Оцінка | Особливі вимоги | Бюджетний фактор ---------------------+-----------------+----------------+--------------------------+-------------- Берегова газова магістраль | API 5L PSL2 | X65-X70 | DWTT, 100% UT | 1.0 (база) Нафтопровід на суші | API 5L PSL1 | X52-X60 | 100% UT | 0.85 Підводний трубопровід | API 5L PSL2 | X65-X70 | DWTT, HIC, SSC, 100% UT | 1.8 Електростанція парова | EN 10217 | P265GH | Високотемпературне розтягування, 3.1 | 1.3 Хімічний завод | EN 10217 | P235GH/P265GH | Тест на удар, 3.1 серт | 1.2 Виявлено офшорний вітер | ASTM A252 | Гр.3 | Тест на удар, CE ≤0,42 | 1.1 Порт морський паль | ASTM A252 | Гр.2/Гр.3 | Квадратні кінці, прямолінійність| 0.9 Очищення води | API 5L Gr.B | Гр.Б | стандарт, без додаткових | 0.7 ----------------------------------------------------------------------------------------------------- XII. ЗАГАЛЬНІ ФОРМУЛИ РОЗРАХУНКУ (На основі польового досвіду) ----------------------------------------------------------------------------------------------------- 1. Вуглецевий еквівалент (CEV) - For Weldability Assessment CEV = C + Mn/6 + (Cr+Mo+V)/5 + (Ni+Cu)/15 приклад: API 5L X65 (C=0,16, Mn=1,45, Cr=0,2, В = 0,2) CEV = 0.16 + 1.45/6 + 0.2/5 + 0.2/15 = 0.16 + 0.242 + 0.04 + 0.013 = 0.455 2. Розрахунок товщини стінки (за API 5L, фактор дизайну 0.72) t = (P × D) / (2 × S × F × T) Де: P = розрахунковий тиск (МПа) D = зовнішній діаметр (мм) S = Вказана мінімальна межа текучості (МПа) F = коефіцієнт проектування (0.72) T = Коефіцієнт зниження температури 3. Гідростатичний випробувальний тиск (API 5L) P_test = 2 × S × t / D Hold time: ≥10 секунд 4. Expansion Rate Calculation Expansion % = (D_після - D_перед) / D_перед × 100% 5. Хооп Стрес (Тонка стіна) σ_hoop = P × D / (2 × т) ----------------------------------------------------------------------------------------------------- XIII. ІНТЕРПРЕТАЦІЯ МАРКУВАННЯ ТРУБ LSAW ----------------------------------------------------------------------------------------------------- API 5L PSL2 X65Q · OD 914mm · WT 25.4mm · L=12m └────┬────┘└─┬─┘ └─┬─┘ └───┬───┘ └───┬───┘ Standard Grade OD Wall Length EN 10217-2 P265GH · 813 × 20.0 · L=11,8 м · 3.1 └──────┬──────┘ └───┬───┘ └───┬───┘ └─┬─┘ Standard Size Length Cert level ASTM A252 Gr.3 · 1067 × 19.1 · L=12.2m · BEV └─────┬─────┘ └───┬───┘ └───┬───┘ └─┬─┘ Standard Size Length Bevel type ----------------------------------------------------------------------------------------------------- XIV. ПАМ'ЯТКА ІНЖЕНЕРА - Поширені підводні камені та рішення ----------------------------------------------------------------------------------------------------- підводний камінь 1: "API 5L PSL1 достатньо хороший для прибережних трубопроводів" → НЕПРАВИЛЬНО - PSL1 не має вимоги до впливу, біля берега ПОВИНЕН мати PSL2 + impacts Pitfall 2: "ASTM A252 Gr.3 схожий на API 5L X52" → ЗОВСІМ ІНШИЙ! A252 не для внутрішнього тиску, X52 has tight chemistry Pitfall 3: "Зварний шов LSAW слабший, ніж основний метал" → ЛОЖЬ - proper LSAW weld strength exceeds base metal Pitfall 4: "Розширення – це просто визначення розміру, не впливає на продуктивність" → Розширення знімає залишкову напругу, significantly improves fatigue life Pitfall 5: "EN 10217 P265GH можна зварювати без попереднього нагріву" → CEV 0.40 все ще потребує попереднього розігріву для товстих секцій ----------------------------------------------------------------------------------------------------- XV. ТИСОК НОМИНАЛЬНОГО ТИСКУ ВІД ДІАМЕТРА (X65, 25.4мм стіни) ----------------------------------------------------------------------------------------------------- тиск (МПа) 30 ┼ │ █ 25 ┼ █ █ │ █ █ 20 ┼ █ █ │ █ █ 15 ┼ █ █ │ █ █ 10 ┼ █ █ │ █ █ 5 ┼ █ █ │ █ █ 0 ┼█┴────┴────┴────┴────┴────┴────┴────┴────┴────┴────┴─ 400 500 600 700 800 900 1000 1100 1200 1300 1400 діаметр (мм) Номінальний тиск зменшується зі збільшенням діаметра для тієї ж товщини стінки ----------------------------------------------------------------------------------------------------- XVI. ХІД ВИРОБНИЧОГО ПРОЦЕСУ (Діаграма ASCII) ----------------------------------------------------------------------------------------------------- Перевірка плити → Підготовка краю → [Формування] → Зварювання (ID/OD) → Expansion → NDT → Hydrotest ↓ ┌─────┴─────┐ JCOE: J→C→O UOE: U→O └─────┬─────┘ ↓ [Механічне розширення 0.8-1.2%] ↓ ┌────────┴────────┐ ↓ ↓ 100% УТ шов 100% Hydrotest ↓ ↓ [Рентгенографія за потребою] ↓ ↓ ↓ ┌─┴──────────────────┴─┐ ↓ Final inspection & marking ↓ └────────────────────────┘ ----------------------------------------------------------------------------------------------------- * Дані базуються на API 5L 46-го видання, EN 10217, ASTM A252 і польові вимірювання (2025 оновлено) * Ця діаграма ASCII сумісна з усіма платформами (WordPress/блокнот/електронна пошта) * 30 років записки інженера-польовика - corrections and additions welcome =====================================================================================================


Ви повинні бути увійти в систему щоб залишити коментар.