

API 5L, IN 10217, ASTM A252 LSAW-Stahlrohr
▸ Inhalt – Zum Springen klicken
- ich. Einführung – Warum LSAW und diese Standards wichtig sind
- Was ist ein LSAW-Stahlrohr?? (Und warum es nicht ERW ist)
- LSAW-Umformmethoden – JCOE, Heiraten, RBE
- Ii. API 5L LSAW-Rohr – Öl & Gastransport
- III. IN 10217 LSAW-Rohr – Druckrohrleitung & PED
- Iv. ASTM A252 LSAW-Rohr – Stapelung & Offshore-Stiftungen
- V. LSAW vs. ERW vs. Spiral – Wann ist LSAW zu spezifizieren?
- Vi. LSAW-Qualitätssicherung – nicht optional
- Vii. Fälle von Feldausfällen & Gelernte Lektionen
- Viii. Auswahlrichtlinien – Welcher Standard für Ihren Job?
- IX. Zusammenfassung & Schlussgedanken
ich. Einführung – Warum LSAW und diese Standards wichtig sind
Ich beschäftige mich seit 1987 mit der Stahlrohrbranche – angefangen habe ich als Mühlenarbeiter in einem kleinen ERW-Werk in Shandong, in die Qualitätskontrolle übergegangen, und seit 25 Jahren bin ich als Außendienstberater für Pipelines tätig, Offshore-Plattformen, und schwere Zivilprojekte auf sechs Kontinenten. Wenn es eine Sache gibt, die ich gelernt habe, Es ist so, dass die Rohrspezifikation nichts ist, was man vom Schreibtisch aus erledigt. Ich habe gesehen, wie sich Milliardenprojekte verzögerten, weil jemand den falschen Standard gewählt hatte. Ich habe vor Ort Risse in Schweißnähten gesehen, weil die Stahlchemie nicht mit dem Verfahren übereinstimmte. Und ich habe gesehen, wie Rohrpfähle bei Offshore-Installationen versagten, weil die Maßtoleranzen nicht für die Rammbedingungen geeignet waren. In diesem Artikel geht es um drei der wichtigsten LSAW-Rohrnormen, die Ihnen begegnen werden: API 5L (das Arbeitstier für Öl und Gas), IN 10217 (die europäische Druckrohrnorm), und ASTM A252 (die erste Wahl für Pfähle und Fundamente). Jedes hat seine eigene Geschichte, seine eigenen Chemie- und Testanforderungen, und seinen eigenen Sweet Spot in der realen Welt. Ich werde sie nicht nur auf dem Papier vergleichen, aber basierend auf dem, was ich vor Ort gesehen habe – das Gute, das Schlechte, und das Hässliche. Wir werden über Umformmethoden sprechen – JCOE, Heiraten, RBE – und warum sie wichtig sind. Wir werden darüber sprechen, wann LSAW die einzige Wahl ist (Hinweis: wenn OD vorbei ist 24 Zoll oder Wand über 20 mm). Und wir werden einige Fehler durchgehen, die ich untersucht habe, So können Sie die gleichen Fehler vermeiden. Das wird lange dauern, detaillierte Fahrt, aber wenn du dabei bleibst, Sie werden ein praktisches Verständnis erlangen, das Ihnen kein Lehrbuch vermitteln kann.
Was ist ein LSAW-Stahlrohr?? (Und warum es nicht ERW ist)
LSAW steht für Longitudinal Submerged Arc Welded. Es besteht aus Stahlblech, nicht Spule. Das ist der erste große Unterschied zu ERW (Elektrisch widerstandsgeschweißt) Rohr. Das Blech wird mittels einer Presse oder Walzen kalt zu einem Zylinder geformt und anschließend mittels Unterpulverschweißen entlang der Naht verschweißt, sowohl innen als auch außen. Beim Unterpulververfahren wird ein körniges Flussmittel verwendet, das den Schweißlichtbogen bedeckt, schützt es vor Verunreinigungen und ermöglicht sehr hohe Abscheidungsraten. Das Ergebnis ist eine starke Schweißnaht, duktil, und vollständig verschmolzen. Aber LSAW ist nicht nur ein Prozess; es ist eine Familie. Die Platte kann durch JCOE geformt werden (schrittweises Pressen in ein J, dann C, dann O-Form, gefolgt von einer mechanischen Expansion), Heiraten (U-drücken, O-drücken, Expandieren), oder RBE (Dreiwalzenbiegen). Jedes hat seine eigenen Vorteile und wirtschaftlichen Bestellmengen. Aber der entscheidende Punkt ist: LSAW löst zwei grundlegende Einschränkungen von ERW. Zuerst, Der Durchmesser von ERW ist kommerziell begrenzt, ERW sieht man oben selten 24 Zoll (610 mm). LSAW geht bis 64 Zoll (1626 mm) oder noch größer. Zweite, Die ERW-Wandstärke ist durch die Spulendicke begrenzt – normalerweise max 20 mm für handelsübliche Qualitäten. LSAW, mit Platte, kann gehen 60 mm, 80 mm, sogar 120 mm für spezielle Anwendungen. Wenn Ihr Projekt also einen großen Durchmesser erfordert, dicke Wand, oder beides, LSAW ist das einzige Spiel in der Stadt. Und weil die Schweißung mit Unterpulver erfolgt, Es ist von Natur aus robuster als ERW für dynamische Belastungen, saurer Service, und Offshore-Anwendungen. Ich habe erlebt, dass ERW-Rohre bei Offshore-Installationen aufgrund von Ermüdung versagen; LSAW, richtig gemacht, hält durch. Das heißt nicht, dass ERW schlecht ist – es eignet sich hervorragend für kleinere Durchmesser und niedrigere Drücke –, aber wenn man auf große Rohre umsteigt, Sie steigen zu LSAW auf.
LSAW-Umformmethoden – JCOE, Heiraten, RBE
Schauen wir uns die Umformmethoden genauer an, weil sie nicht austauschbar sind. JCOE kommt am häufigsten bei mittleren Produktionsläufen zum Einsatz. Die Platte wird schrittweise gepresst – zunächst in eine J-Form, dann ein C, dann ein O – mit einer Reihe von Druckstrichen. Anschließend wird die Naht verschweißt, und schließlich wird das Rohr mechanisch aufgeweitet (die “E” im JCOE) um eine präzise Rundheit und Maßhaltigkeit zu erreichen. JCOE ist flexibel; Sie können Durchmesser aus machen 406 mm bis 1626 mm, Wände bis zu 60 mm, und Mengen ab 100 An 1000 Tonnen wirtschaftlich. UOE steht für großes Volumen, Produktion mit großem Durchmesser. Die Platte wird zunächst in eine U-Form gepresst, dann in eine O-Form in einem riesigen Würfel, dann geschweißt, dann erweitert. UOE ist wirksam bei Überläufen 1000 Tonnen, aber die Werkzeuge sind teuer und die Umrüstungen sind langsam. Sie werden sehen, dass UOE für große Pipeline-Projekte verwendet wird – wie das 1422 Rohrleitungen mit einem Durchmesser von mm in Russland oder China. RBE (Dreiwalzenbiegen) ist das einfachste: Die Platte wird durch drei Walzen geführt, die sie nach und nach zu einem Zylinder biegen. Es ist gut für kleine Mengen (50-300 Tonnen) und sehr große Durchmesser (bis zu 3 Meter oder mehr), aber die Rundheit ist nicht so präzise wie bei JCOE oder UOE ohne Erweiterung. Auf dem Feld, Ich habe alle drei gesehen. Für ein aktuelles Offshore-Windprojekt in Taiwan, Wir haben JCOE dafür verwendet 2,000 Tonnen 1,200 Pfähle mit mm Durchmesser. Die Toleranzen waren eng, und der JCOE-Prozess geliefert. Für eine Gaspipeline in Australien, Die Mühle verwendete UOE für 100 km 36-Zoll-X70. Die Produktionsgeschwindigkeit war beeindruckend. Der Schlüssel liegt darin, den Prozess an das Projekt anzupassen. Und vergessen Sie nicht den Erweiterungsschritt – er ist entscheidend. Mechanische Erweiterung (Typischerweise 0.8-1.2% diametrale Dehnung) nicht nur die Rohrdimensionierung, sondern auch eine Spannungsentlastung der Schweißnaht und eine Verbesserung der Ermüdungslebensdauer. Ich habe Rohre gesehen, die sich nicht ausdehnten und beim Schweißen vor Ort Probleme mit der Ovalität hatten. Also immer angeben “erweitert” LSAW für kritischen Service.

Ii. API 5L LSAW-Rohr – Öl & Gastransport
API 5L ist die Bibel für Öl- und Gaspipelines. Es deckt sowohl nahtlose als auch geschweißte Rohre ab, und LSAW ist ein wichtiger Teil davon. Der Standard ist in PSL1 und PSL2 unterteilt (Produktspezifikationsebenen). PSL1 ist das Basisniveau – ausreichend für viele Onshore-Pipelines. PSL2 fügt strengere Anforderungen hinzu: strengere chemische Grenzwerte, obligatorische Aufprallprüfung, und strengere zerstörungsfreie Prüfung. Für LSAW, PSL2 erfordert normalerweise 100% Ultraschallprüfung der Schweißnaht, Das ist ein entscheidender Faktor für die Zuverlässigkeit. Die Noten reichen von Gr.B (das alte Arbeitstier) bis X80 (555 MPa-Ausbeute) und noch höher. X70 und X80 sind in der Hochdruck-Gasübertragung üblich. Aber hier ist die Sache: Höhere Qualitäten erfordern mehr Sorgfalt beim Schweißen und Formen. Ich habe X70-LSAW-Rohre vor Ort reißen sehen, weil das Schweißverfahren das höhere Kohlenstoffäquivalent nicht berücksichtigte. Die Formel für das Kohlenstoffäquivalent (EG) in API 5L ist CE = C + Mn/6 + (Cr+Mo+V)/5 + (Ni+Cu)/15. Für X70, CE kann sein 0.40-0.45, Das bedeutet, dass oft ein Vorheizen erforderlich ist. Ein weiterer kritischer Faktor: DWTT (Fallgewicht-Reißtest) für X65 und höher, um Sprödbruchfestigkeit zu gewährleisten. Ich habe einen Fehler in einer X65-Gasleitung im Nahen Osten untersucht, wo die DWTT-Werte marginal waren, und ein Knacken lief 30 Meter. Wenn Sie also API 5L LSAW angeben, Sie müssen Ihr PSL-Niveau kennen, deine Note, und Ihre zusätzlichen Anforderungen – wie saurer Service (NACE MR0175) oder Offshore-Bedingungen. Der Standard lässt viele Optionen zu, und es liegt an Ihnen, die richtigen auszuwählen. Was die Abmessungen angeht, API 5L LSAW deckt normalerweise OD ab 406 mm bis 1626 mm, Wände aus 6 mm bis 60 mm. Für größere Größen, Für Offshore-Strukturen müssen Sie möglicherweise API 2B verwenden. Aber für die meisten Pipelines, API 5L LSAW ist die Standardeinstellung. Und es ist eine gute Standardeinstellung – wenn Sie sie richtig angeben.
| Klasse | Streckgrenze (Mindest, MPa) | Zug (Mindest, MPa) | Typische Anwendungen |
|---|---|---|---|
| Gr.B | 241 | 414 | Niederdrucksammeln, Wasser |
| X42 | 290 | 414 | Rohrleitungen aus Baustahl |
| X52 | 359 | 455 | Üblich bei mittlerem Druck |
| X60 | 414 | 517 | Gasübertragung |
| X65 | 448 | 531 | Hochdruckgas, Off-Shore- |
| X70 | 483 | 565 | Ferngespräche, Hochdruck |
| X80 | 552 | 621 | Extrem hoher Druck |
III. IN 10217 LSAW-Rohr – Druckrohrleitung & PED
IN 10217 ist die europäische Norm für geschweißte Stahlrohre für Druckzwecke. Es ist in mehrere Teile unterteilt; für LSAW, wir reden über EN 10217-2 (unlegierte und legierte Stähle mit spezifizierten Eigenschaften bei erhöhten Temperaturen) und EN 10217-3 (legierte Feinkornstähle). Die Qualitäten, die Sie am häufigsten sehen, sind P235GH, P265GH, und für höhere Festigkeit, S355J2H. Diese werden in Kraftwerken eingesetzt, Chemieanlagen, und industrielle Drucksysteme. Der große Unterschied zu API 5L ist der Test- und Zertifizierungsansatz. IN 10217 erfordert normalerweise EN 10204 3.1 Zertifizierung – das bedeutet, dass das Werk ein Inspektionszertifikat mit Testergebnissen ausstellt, und es wird von einem unabhängigen Prüfer überprüft. Das ist ein höheres Maß an Rückverfolgbarkeit als API 5L PSL1, und vergleichbar mit PSL2. Auch, Die Chemie ist auf Druckbehälter abgestimmt: weniger Kohlenstoff, kontrollierte Reste. P235GH, zum Beispiel, hat max. C 0.16%, wodurch es sehr gut schweißbar ist. Ich habe P265GH LSAW für Dampfleitungen in einem Kraftwerk in Deutschland verwendet – das Schweißen verlief reibungslos, und das Rohr ist schon seit 15 Jahre ohne Probleme. Ein weiterer wichtiger Punkt: IN 10217 Enthält Anforderungen an Eigenschaften bei erhöhten Temperaturen, wie Streckgrenze bei 300°C. Das ist für Kraftwerksanwendungen von entscheidender Bedeutung. API 5L liefert Ihnen diese Daten nicht. Wenn Sie also für hohe Temperaturen entwerfen, IN 10217 ist die bessere Wahl. Die Abmessungen überschneiden sich mit API 5L – OD bis zu 1626 mm, Wände bis zu 60 mm – aber die Sortenbezeichnungen sind unterschiedlich. Eine Falle, die ich gesehen habe: jemand hat EN angegeben 10217 Rohr, habe dann aber versucht, es mit einem API 5L-Verfahren zu schweißen. Die Chemie ist ähnlich, aber nicht identisch, und die Anforderungen an die Wärmezufuhr können unterschiedlich sein. Qualifizieren Sie Ihr Schweißverfahren immer für die spezifische Norm. In Bezug auf den Markt, IN 10217 dominiert in Europa und kommt häufig bei Projekten vor, die von europäischen Banken finanziert werden. Außerhalb Europas, es kommt seltener vor, Aber Sie werden es bei Energie- und Chemieprojekten sehen, bei denen europäische Standards festgelegt sind. Für ein Projekt im Nahen Osten, wir haben EN verwendet 10217 LSAW für eine Entsalzungsanlage, weil der Kunde Deutscher war. Es hat gut funktioniert, Aber wir mussten die örtlichen Schweißer über die Zertifizierungsanforderungen aufklären. Wenn Sie also EN angeben 10217, Stellen Sie sicher, dass Ihre Lieferkette den Papierkram versteht.
| Klasse | Streckgrenze (Mindest, MPa) | Zug (MPa) | Typische Anwendungen |
|---|---|---|---|
| P235GH | 235 | 360-500 | Kessel, Druckbehälter, mäßige Temp |
| P265GH | 265 | 410-570 | Druckteile mit höherer Festigkeit |
| S355J2H | 355 | 470-630 | Struktureller Druck, niedrige Temp |
Iv. ASTM A252 LSAW-Rohr – Stapelung & Offshore-Stiftungen
ASTM A252 ist der Standard für geschweißte Stahlrohrpfähle. Es ist eine andere Welt als Pipelines oder Druckleitungen. Hier, Das Rohr wird in den Boden getrieben, um Fundamente – für Gebäude – zu stützen, Brücken, Offshore-Windkraftanlagen, und Meeresstrukturen. Die Noten sind Gr.2 und Gr.3 (Gr.1 ist veraltet). Gr.2 hat einen Mindestertrag von 240 MPa, zugfest 414 MPa; Gr.3 ist 310 MPa-Ausbeute, 455 MPa Zugfestigkeit. Die Chemie ist weniger restriktiv als API 5L oder EN 10217 weil das Rohr keinen Innendruck trägt, sondern axiale und Biegelasten von der Struktur. Das heißt aber nicht, dass Qualität weniger wichtig ist. Eigentlich, Beim Rammen von Rohren herrschen brutale Bedingungen: Schlagbelastungen durch Hämmer, mögliches Knicken, und Korrosion im Boden. Ich habe Pfähle versagen sehen, weil der Stahl für die Rammbedingungen zu spröde war. In einem Projekt in Vietnam, Für eine Hafenerweiterung haben wir A252 Gr.3 LSAW-Pfähle verwendet. Beim Rammen brachen die ersten Pfähle. Untersuchungen ergaben, dass das Kohlenstoffäquivalent hoch war (0.48) und die Zähigkeit war gering. Wir haben auf einen Lauf mit kontrolliertem Rollen und niedrigerem CE umgestellt, und das Problem hörte auf. Auch wenn für A252 keine Aufprallprüfung erforderlich ist, Ich empfehle es für dynamisches Fahren, besonders in kalten Klimazonen. Ein weiterer wichtiger Punkt: Maßtoleranzen. Zum Stapeln, Sie müssen die Geradheit und Ovalität genau kontrollieren, um ein Festklemmen während der Fahrt zu vermeiden. A252 erlaubt ±1 % des Durchmessers, was ausreichend ist, aber für Offshore-Arbeiten gebe ich oft engere Toleranzen an. Auch, Für Schweißverbindungen müssen die Enden rechtwinklig sein. Ich habe Pfähle gesehen, deren Abschrägungen auseinander lagen 3 mm, was zu Albträumen führt. Wenn Sie also A252 LSAW bestellen, Achten Sie auf die Endvorbereitung. Die Umformmethode ist normalerweise JCOE oder RBE. UOE ist zum Stapeln zu viel des Guten. Und die Wandstärke kann beträchtlich sein – bis zu 60 mm oder mehr für Offshore-Pfähle mit großem Durchmesser. In Bezug auf Anwendungen, A252 LSAW wird für Gebäudefundamente an Land verwendet, Brückenpfeiler, Schiffsterminals, und zunehmend auch für Offshore-Windfundamente. Die Monopiles für Windkraftanlagen sind riesig – bis zu 10 Sie haben einen Durchmesser von mehreren Metern – und sie werden oft aus Blech hergestellt, nicht aus Rohr, aber für kleinere Monopiles (bis zu 3 Meter), A252 LSAW ist üblich. Ich habe an Offshore-Windprojekten in der Nordsee und der Taiwanstraße gearbeitet, und die Pfähle sind für die gesamte Struktur von entscheidender Bedeutung. Behandeln Sie A252 also nicht als “Low-Tech” Standard – er ist auf seine Art genauso anspruchsvoll wie Pipeline-Standards.
| Klasse | Streckgrenze (Mindest, MPa) | Zug (Mindest, MPa) | Typische Anwendungen |
|---|---|---|---|
| Gr.2 | 240 | 414 | Fundamente für Gebäude an Land, mäßige Belastungen |
| Gr.3 | 310 | 455 | Schwere Fundamente, Off-Shore-, Marine |
V. LSAW vs. ERW vs. Spiral – Wann ist LSAW zu spezifizieren?
Das ist eine Frage, die mir bei jedem Projekt gestellt wird. Die kurze Antwort: wenn OD vorbei ist 24 Zoll, oder die Mauer ist vorbei 20 mm, oder du brauchst 100% UT der Schweißnaht, oder Sie sind im Offshore-/dynamischen Dienst tätig. Lassen Sie es uns aufschlüsseln. ERW eignet sich hervorragend für kleinere Durchmesser und dünnere Wände. Es ist billiger, Schneller, und weithin verfügbar. Aber ERW hat Einschränkungen: Die Schweißung erfolgt ohne Zusatzwerkstoff, Daher ist es anfällig für fehlende Fusionsdefekte. Und das kannst du nicht 100% Aufgrund der Spulengeometrie lässt sich die Schweißnaht leicht lösen. Für Rohrleitungen, ERW ist bis zu X65 in Ordnung, wenn Sie über gute Mühlenpraktiken verfügen. Ich habe zuletzt ERW-Linien gesehen 40 Jahre. Aber für Offshore, wo Müdigkeit entscheidend ist, LSAW wird bevorzugt, da die Schweißnaht fester und besser zu prüfen ist. Spiral (SSAW) ist eine weitere Option für große Durchmesser. Es wird durch Spiralschweißen einer Spule hergestellt, So können große Durchmesser mit dünnen Wänden erreicht werden. Aber die Spiralschweißnaht ist länger, und die Spannungsrichtung ist kompliziert. Für statische Belastungen, Spirale kann kostengünstig sein. Aber für dynamischen oder Hochdruckbetrieb, LSAW ist besser. Ich habe erlebt, dass Spiralrohre aufgrund von Ermüdungserscheinungen an der Schweißnaht versagten, weil die Spannung senkrecht zur Schweißnaht wirkte. Also meine Regel: für Öl- und Gastransport, Off-Shore-, Hochdruck, oder saurer Service, Geben Sie LSAW an. Für Wasserleitungen, Niederdruckgas, oder strukturelle Anwendungen, Spirale kann akzeptabel sein. Und für Durchmesser darunter 24 Zoll, ERW ist normalerweise am wirtschaftlichsten. Hier ist eine Tabelle aus meinen Feldnotizen:
| Zustand | ACRE | LSAW | Spiral (SSAW) |
|---|---|---|---|
| OD > 24″ (610 mm) | Nicht lebensfähig | Optimal | Möglich |
| Wand > 20 mm | Nicht lebensfähig | Optimal | Beschränkt |
| 100% UT der Schweißnaht | Spot/optional | Standard (PSL2) | Spot/optional |
| Off-Shore / dynamische Belastung | Nicht empfohlen | Bevorzugt | Nicht empfohlen |
| Kosten pro Tonne | Niedrig | Mittel | Mittel-niedrig |
| Vorlaufzeit (Mühle) | 2-4 Wochen | 5-8 Wochen | 4-6 Wochen |
Vi. LSAW-Qualitätssicherung – nicht optional
Wenn Sie für LSAW bezahlen, Sie zahlen für Qualität. Aber Qualität entsteht nicht automatisch. Sie müssen die richtigen Inspektionen festlegen und die Mühle zur Rechenschaft ziehen. Für kritischen Service, Das LSAW-Rohr muss einer Prüfung unterzogen werden: 100% Ultraschallprüfung (UT) der Schweißnaht nach ASTM E213. Dadurch wird ein Mangel an Fusion erkannt, Schlacke, und Risse. Für PSL2, es ist obligatorisch. Für andere Standards, Ich empfehle es. Röntgenprüfung (RT) gemäß ASTM E94 ist ebenfalls üblich, besonders für dicke Wände. RT gibt eine permanente Aufzeichnung, aber es ist langsamer und teurer. Für Offshore, Oft gebe ich in den ersten paar Pipes sowohl UT als auch RT an, um das Verfahren zu qualifizieren, dann UT für die Produktion. Hydrostatische Tests sind gemäß API 5L und EN obligatorisch 10217. Jedes Rohr wird auf ein bestimmtes Spannungsniveau unter Druck gesetzt (gewöhnlich 90% der Ausbeute) und gehalten. Dadurch wird nachgewiesen, dass das Rohr dem Druck standhält, und es wird auf Undichtigkeiten geprüft. Bei der hydrostatischen Prüfung werden jedoch nicht alle Mängel gefunden, sondern nur Lecks durch die Wand. Deshalb ist UT unerlässlich. Für höhere Noten (X65+), DWTT (Fallgewicht-Reißtest) gemäß API 5L Anhang A ist für PSL2 erforderlich. Hierbei wird die Sprödbruchbeständigkeit geprüft. Ich habe X65-Rohre gesehen, die die Zugfestigkeit bestanden, aber aufgrund der groben Körnung die DWTT nicht bestanden haben. Überspringen Sie es also nicht. Für sauren Service, Du brauchst HIC (Wasserstoffinduziertes Cracken) Prüfungen gemäß NACE TM0284 und SSC-Prüfungen gemäß NACE TM0177. Dabei handelt es sich um Spezialtests, bei denen Probestücke angesäuertem H2S ausgesetzt werden müssen. Nicht alle Mühlen können dies tun, Planen Sie also im Voraus. Bei einem Projekt im Nahen Osten, Wir mussten eine Mühle erneut qualifizieren, weil die HIC-Testergebnisse grenzwertig waren. Der Zeitplan wurde um drei Monate verlängert. Bauen Sie das also in Ihre Zeitleiste ein. Auch, für EINEN 10217, Du brauchst EN 10204 3.1 Zertifizierung, Das bedeutet, dass ein unabhängiger Prüfer die Testergebnisse überprüft. Das ist selbst für API 5L-Projekte eine gute Vorgehensweise. Ich bitte immer um Mühlentestberichte (MTRs) und überprüfen Sie sie sorgfältig. Mir sind falsche Noten aufgefallen, falsche Hitzezahlen, und fehlende Tests. Qualitätssicherung ist nicht nur die Aufgabe des Werks, sondern auch Ihre.
Vii. Fälle von Feldausfällen & Gelernte Lektionen
Fall 1: Ausfall der API 5L X65-Gaspipeline im Nahen OstenIn 2018, Ich wurde gerufen, um einen Bruch in einer 36-Zoll-X65-Gaspipeline in Saudi-Arabien zu untersuchen. Die Leitung war drei Jahre lang in Betrieb, als sie an einer Rundschweißnaht platzte. Der Ausfall war katastrophal – ein 10 Meter langer Abschnitt brach aus. Erste Berichte gaben dem Schweißunternehmer die Schuld. Aber als ich das Rohr untersuchte, Mir ist etwas Seltsames aufgefallen: Das Grundmetall in der Nähe des Bruchs hatte eine sehr grobe Kornstruktur. Wir haben DWTT an Proben außerhalb der Schweißnaht durchgeführt, und die Werte waren unten 40% Scherung – spröde. Das Werk hatte X65-Rohre geliefert, die den Zuganforderungen entsprachen, aber die Zähigkeit war schlecht, da die Normalisierung nach der Umformung übersprungen wurde. Die Lektion: Verlassen Sie sich nicht nur auf die Zugfestigkeit. Für Hochdruckgas, erfordern immer DWTT- und Charpy-Einschläge. Am Ende haben wir ersetzt 20 km Rohr.
Fall 2: IN 10217 P265GH-Dampfleitungsriss in einem deutschen KraftwerkIn 2015, In einem Kraftwerk in Bayern kam es nach nur zwei Jahren zu Rissen in einer P265GH-LSAW-Dampfleitung. Die Risse befanden sich in der Wärmeeinflusszone der Rundschweißnähte. Die Untersuchung ergab, dass das Schweißverfahren einen zu hohen Wärmeeintrag erforderte (3.5 kJ/mm) und langsames Abkühlen, was zu Kornwachstum und verringerter Zähigkeit führte. Das EN 10217 Die Norm schreibt keine Schweißparameter vor, Es lag also am Auftragnehmer. Sie hatten ein für dünnwandigere Rohre geeignetes Verfahren verwendet, aber das war 25 mm Wand. Wir haben das WPS überarbeitet 1.8 kJ/mm, Vorheizen hinzugefügt, und das Problem hörte auf. Lektion: Qualifizieren Sie Schweißverfahren immer für die tatsächliche Wandstärke und -güte, nicht nur standardmäßig.
Fall 3: Pfahlversagen nach ASTM A252 Gr.3 beim Rammen in VietnamIn 2019, ein Hafenprojekt in Hai Phong genutzt 1,200 LSAW-Pfähle mit mm Durchmesser. Während der Fahrt, Drei Pfähle waren oben gerissen. Der Stahl erfüllte die Chemie und Zugfestigkeit von A252, aber das Kohlenstoffäquivalent war 0.50, und die Umgebungstemperatur betrug 15°C. Die Kombination aus hohem CE-Wert und niedriger Temperatur machte den Stahl bei Stößen spröde. Wir sind auf einen Lauf mit CE umgestiegen <0.42 und Charpy-Test bei 10 °C hinzugefügt. Keine Risse mehr. Lektion: für dynamisches Fahren, Geben Sie CE-Grenzwerte und Schlagprüfungen an, auch wenn die Norm dies nicht vorschreibt.
Viii. Auswahlrichtlinien – Welcher Standard für Ihren Job?
Wie wählen Sie also zwischen API 5L, IN 10217, und ASTM A252? Es kommt auf die Anwendung an. Für Öl- und Gaspipelines, API 5L ist die offensichtliche Wahl. Aber Sie müssen sich zwischen PSL1 und PSL2 entscheiden, Grad, und etwaige ergänzende Anforderungen (saurer Service, Off-Shore-, etc.). Für Druckleitungen in Kraftwerken, Chemieanlagen, oder jede Anwendung gemäß der Druckgeräterichtlinie (PED), IN 10217 ist der Standard. Es bietet Ihnen Eigenschaften bei erhöhten Temperaturen und EN 10204 Zertifizierung. Für Pfähle und Fundamente, ASTM A252 ist das Arbeitstier. Erwägen Sie jedoch, Aufpralltests für dynamisches Fahren hinzuzufügen. Für Offshore-Strukturen, Möglicherweise benötigen Sie API 2B oder EN 10225, aber das ist ein anderer Artikel. Was die Abmessungen angeht, alle drei decken ähnliche Bereiche ab: OD bis zu 1626 mm, Wand bis zu 60 mm. Aber die Notenbezeichnungen sind unterschiedlich, also verwechsel sie nicht. Ich habe Bestellungen gesehen, in denen dies stand “API 5L Gr. 3” – das gibt es nicht. Gr.3 ist ASTM A252. Seien Sie also präzise. Auch, Betrachten Sie die Lieferkette. In Asien, API 5L ist weit verbreitet. In Europa, IN 10217 ist üblich. In den USA, ASTM-Regeln. Aber globale Fabriken können jedes davon herstellen. Die Lieferzeit kann variieren. Für ein Projekt in Afrika, Wir haben API 5L angegeben, weil der Kunde damit vertraut war, aber die Mühle befand sich in Europa und musste ihre Verfahren anpassen. Es kamen zwei Wochen hinzu. Denken Sie also global, aber klar spezifizieren.
IX. Zusammenfassung & Schlussgedanken
Nach dreißig Jahren, Ich habe gelernt, LSAW-Rohre als das zu respektieren, was sie sind: die einzige Wahl für große Durchmesser, dicke Wände, und kritischer Service. API 5L, IN 10217, und ASTM A252 haben jeweils ihre Stärken, und jeder hat seine Macken. Der Schlüssel liegt darin, nicht nur die Zahlen zu verstehen, sondern die Auswirkungen auf die reale Welt. API 5L bietet Ihnen eine Reihe von Qualitäten für Pipelines, Sie müssen jedoch die richtige PSL und die richtigen Ergänzungen angeben. IN 10217 bietet Ihnen Rückverfolgbarkeit und Daten zu erhöhten Temperaturen, aber die Noten sind unterschiedlich. ASTM A252 ist einfach, Aber gehen Sie nicht davon aus, dass es sich um Low-Tech handelt – das Stapeln erfordert seine eigene Pflege. In allen Fällen, Qualitätssicherung ist nicht optional. 100% UT, Hydrotest, und für kritischen Service, DWTT- und HIC-Tests. Und qualifizieren Sie Ihre Schweißverfahren immer für das tatsächliche Material. Ich habe diese Lektionen auf die harte Tour gelernt, durch Ausfälle, die Zeit und Geld kosten. Ich hoffe, dieser Artikel hilft Ihnen, dieselben Fehler zu vermeiden. Wenn Sie Fragen haben, Finden Sie einen alten Ingenieur, der dort gewesen ist. Wir sind nicht immer leicht zu finden, aber wir sind normalerweise bereit zu teilen. Viel Glück mit Ihren Projekten, und mögen deine Rohre niemals lecken.
API 5L vs. EN 10217 vs. ASTM A252 LSAW-Rohr – ASCII-Technikdiagramme
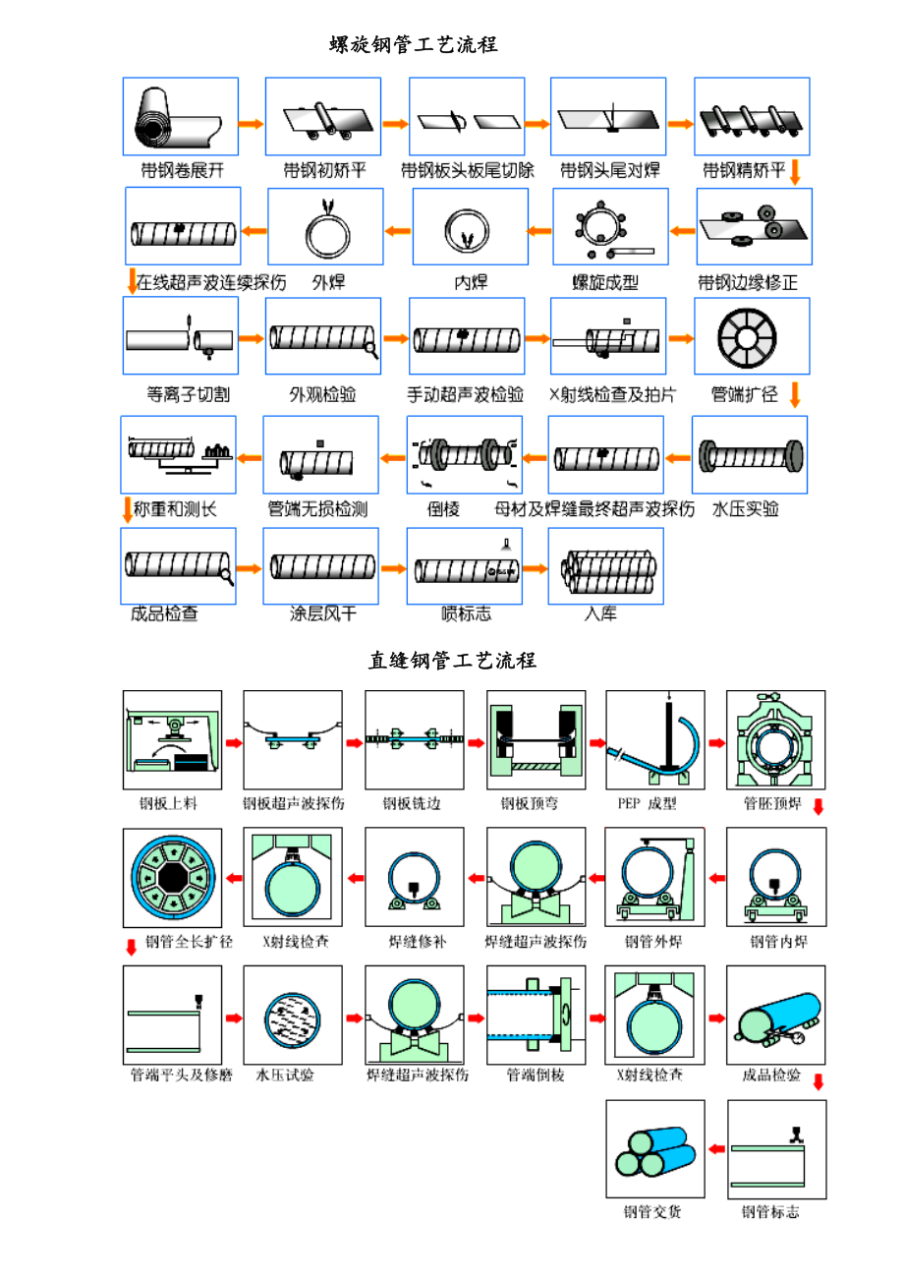
===================================================================================================== API 5L vs EN 10217 im Vergleich zu ASTM A252 LSAW-STAHLROHREN - COMPLETE MATERIAL PARAMETER CHARTS ===================================================================================================== | BEZOGEN AUF 30 JAHRE ERFAHRUNG IN DER FELDTECHNIK | =============================================================================================== [LEGENDE] API 5L = [A] IN 10217 = [E] ASTM A252 = [M] HOHE STÄRKE = ██ MITTEL = ▓▓ MILD = ▒▒ ----------------------------------------------------------------------------------------------------- ich. VERGLEICH DER CHEMISCHEN ZUSAMMENSETZUNG (Typische Werte, Gew.-%) ----------------------------------------------------------------------------------------------------- +----------------+---------------------+---------------------+---------------------+ | Element | API 5L (X65) | IN 10217 (P265GH) | ASTM A252 (Gr.3) | +----------------+---------------------+---------------------+---------------------+ | C (Kohlenstoff) | 0.12-0.18 | ≤0,20 | ≤0,25 | | Si (Silizium) | 0.20-0.40 | ≤0,40 | Nicht erforderlich | | MN (Mangan) | 1.30-1.60 | 0.80-1.40 | 1.00-1.50 | | P (Phos) max | 0.025 | 0.025 | 0.050 | | S (Schwefel) max | 0.015 | 0.015 | 0.050 | | Nb (Niob) | 0.02-0.06 | Optional | Nicht erforderlich | | V (Vanadium) | 0.02-0.08 | Optional | Nicht erforderlich | | Ti (Titan) | 0.01-0.03 | Optional | Nicht erforderlich | | CEV (Kohlenstoffäq)| 0.38-0.43 | 0.35-0.40 | 0.42-0.48 | +----------------+---------------------+---------------------+---------------------+ [NOTIZ] API 5L verfügt über die vollständigste Mikrolegierung, IN 10217 streng kontrolliert, aber schlank, ASTM A252 am entspanntesten, aber CEV kann hoch sein ----------------------------------------------------------------------------------------------------- Ii. Balkendiagramm für mechanische Eigenschaften (Vertikal) ----------------------------------------------------------------------------------------------------- Streckgrenze (MPa) API 5L X65 [████████████████████ ████████████████████] 448-600 IN 10217 P265 [██████████████████████] 265-350 ASTM A252 Gr.3[██████████████████████████] 310-450 Zugfestigkeit (MPa) API 5L X65 [██████████████████████ ██████████████████████] 531-760 IN 10217 P265 [████████████████████████████████] 410-570 ASTM A252 Gr.3[██████████████████████████████████] 455-600 Verlängerung (%) API 5L X65 [██████████████████] 18-22 IN 10217 P265 [██████████████████████] 21-25 ASTM A252 Gr.3[████████████] 16-20 Aufprallenergie (0° C, J) API 5L X65 [██████████████████████████] 40-100 (PSL2 obligatorisch) IN 10217 P265 [████████████████████] 27-60 (optional) ASTM A252 Gr.3[████] Nicht erforderlich (empfohlen, anzugeben) Härte (HBW) API 5L X65 [████████████████████] 180-220 IN 10217 P265 [██████████████] 140-170 ASTM A252 Gr.3[████████████████] 160-200 ----------------------------------------------------------------------------------------------------- III. DRUCK-TEMPERATUR-BEWERTUNGSTABELLE (Für unterschiedliche Standards - 25.4mm Wand) ----------------------------------------------------------------------------------------------------- Druck (MPa) 30 ┼ │ ┌─────────────────────────────────────┐ 25 ┼ │ API 5L X80 (25.4mm Wand) │ │ │ ████████████████████████████████ │ 20 ┼ │ API 5L X65 (25.4mm Wand) │ │ │ ██████████████████████████ │ 15 ┼ │ IN 10217 P265GH (25mm) │ │ │ ████████████████████ │ 10 ┼ │ ASTM A252 Gr.3 (25mm) │ │ │ ████████ │ 5 ┼ │ IN 10217 P235GH (25mm) │ │ │ ██████ │ 0 ┼────┴────┴────┴────┴────┴ ────┴────┴────┴────┴────┴─ 0 50 100 150 200 250 300 350 400 450 500 Temperatur (° C) [NOTIZ] API 5L für Hochdruckumgebungen ausgelegt, IN 10217 hat erhöhte Temperaturdaten definiert, ASTM A252 nicht für Innendruckanwendungen geeignet ----------------------------------------------------------------------------------------------------- Iv. WANDSTÄRKE - DURCHMESSERVERHÄLTNIS (LSAW-Fertigungsfähigkeit) ----------------------------------------------------------------------------------------------------- Wandstärke (mm) 80 ┼ │ █ UOE (bis zu 120mm) 70 ┼ █ │ █ 60 ┼ █ JCOE typical max │ █ 50 ┼ █ █ │ █ █ 40 ┼ █ █ █ │ █ █ █ 30 ┼ █ █ █ RBE │ █ █ █ █ 20 ┼ █ █ █ █ ERW limit │ █ █ █ █ █ 10 ┼ █ █ █ █ █ │ █ █ █ █ █ 0 ┼────┴────┴────┴────┴────┴ ────┴────┴────┴────┴────┴─ 400 600 800 1000 1200 1400 1600 1800 2000 2200 Durchmesser (mm) Herstellbare Region: █ JCOE (406-1626mm) █ HEIRATEN (508-1422mm) █ RBE (406-3000mm) ----------------------------------------------------------------------------------------------------- V. LSAW-STAHLROHRSTANDARDS-VERGLEICHSMASTERTABELLE ----------------------------------------------------------------------------------------------------- +---------------------+---------------------+---------------------+---------------------+ | Parameter | API 5L | IN 10217-2 | ASTM A252 | +---------------------+---------------------+---------------------+---------------------+ | Anwendungsbereich | Öl & Gastrans | Druckleitungen | Rammarbeiten/Offshore | | Hauptklassen | Gr.B, X42-X80 | P235GH, P265GH | Gr.2, Gr.3 | | Durchmesserbereich (mm) | 406-1626 | 406-1626 | 406-1626 | | Wandbereich (mm) | 6-60 | 6-60 | 6-60 (dicker evtl) | | Umformmethode | JCOE/UOE/RBE | JCOE/UOE/RBE | Hauptsächlich JCOE/RBE | | ZfP-Anforderungen | PSL2: 100% UT | Normalerweise 100% UT | Nicht erforderlich | | Schlagzähigkeit | PSL2 obligatorisch (0° C)| Optional (nach Vereinbarung) | Nicht erforderlich | | Hochtemperaturdaten | Nicht verfügbar | Definiert erhöht | Nicht verfügbar | | Zertifizierung | MTR | IN 10204 3.1 | MTR | | Typische Projekte | West-Ost-Pipeline | Europäische Macht | Offshore-Wind | +---------------------+---------------------+---------------------+---------------------+ ----------------------------------------------------------------------------------------------------- Vi. LSAW vs. ERW vs. SPIRALGESCHWEIßTES ROHR - RADARKARTENVERGLEICH ----------------------------------------------------------------------------------------------------- Large Diameter Capability ███████ █ █ █ █ Wall █ █ Weld Quality Capacity█ LSAW ███ █ █ ERW ▓▓▓ █ █ SSAW ░░░ █ █ █ ███████ Cost Efficiency Numerical Ratings (1-10): +----------------+---------+---------+---------+ | Parameter | LSAW | ACRE | SSAW | +----------------+---------+---------+---------+ | Großer Durchmesser | 10 | 3 | 8 | | Wandstärke | 10 | 4 | 6 | | Schweißqualität | 9 | 7 | 5 | | Ermüdungsleistung | 9 | 5 | 4 | | Kosteneffekt | 6 | 9 | 8 | | Vorlaufzeit | 5 | 9 | 7 | +----------------+---------+---------+---------+ ----------------------------------------------------------------------------------------------------- Vii. TEMPERATUR-DRUCK-NACHRICHTEN NACH STANDARD (25.4mm typische Wand) ----------------------------------------------------------------------------------------------------- Standard/Klasse | Umgebungstemperatur P | 200°C P zulassen | 300°C P zulassen | 400°C P zulassen -------------------+-----------------+---------------+---------------+-------------- API 5L X65 | 15.2 MPa | 13.7 MPa | 12.1 MPa | No data API 5L X52 | 12.4 MPa | 11.2 MPa | 9.8 MPa | No data EN 10217 P265GH | 8.9 MPa | 8.1 MPa | 7.2 MPa | 6.4 MPa EN 10217 P235GH | 7.8 MPa | 7.1 MPa | 6.3 MPa | 5.6 MPa ASTM A252 Gr.3 | Nicht für Druck| Nicht für die Presse | Nicht für die Presse | Not for press Note: Druck berechnet gemäß DNVGL-ST-F101, Designfaktor 0.72, Nur als Referenz ----------------------------------------------------------------------------------------------------- Viii. TYPISCHE FEHLER AN LSAW-ROHREN UND INSPEKTIONSMETHODEN ----------------------------------------------------------------------------------------------------+ Fehlertyp | Standort | Inspektion | Annahme | Felderfahrung -------------------+------------------+-----------------+-------------------+------------------ Längsriss | Schweißzentrum | UT/RT | API 5L/EN 10217 | Dicke Wand, preheat critical Lack of fusion | Schweißkante | UT | Keine Angabe | Excessive travel speed Slag inclusion | Innen schweißen | RT/UT | Länge ≤3mm | Poor interpass cleaning Porosity | Schweißfläche/Innenfläche | VT/RT | Einzeln ≤1,5 mm | Feuchtes Flussmittel, poor shielding Lamellar tearing | HAZ-Basismetall | UT | Nicht erlaubt | Hohe S, inclusions Expansion cracks | Erweiterte Zone | VT/MPI | Keine Risse | Übermäßige Expansionsrate ----------------------------------------------------------------------------------------------------- IX. MECHANISCHE AUSDEHNUNGSRATE VON LSAW-ROHREN IM VERGLEICH ZUR LEISTUNG ----------------------------------------------------------------------------------------------------- Expansionsrate (%) | Durchmesseränderung(mm)| Reststress| Ermüdungslebensgewinn | Anwendbarkeit -------------------+--------------------+----------------+-------------------+----------------- 0 (wie geschweißt) | 0 | Hoch | Grundlinie | Nicht empfohlene Dynamik 0.5% | 4-8 | Mittel | +15% | Allgemeiner Zweck 0.8% | 6-12 | Niedrig | +30% | Empfohlener Wert 1.0% | 8-16 | Sehr niedrig | +40% | Offshore/dynamisch 1.2% | 10-19 | Extrem niedrig | +45% | Sonderanforderung 1.5% | 12-24 | Risse möglich| Verringern | Not recommended Recommended expansion rate: 0.8-1.2% (pro API 5L und Felderfahrung) ----------------------------------------------------------------------------------------------------- X. FELDFEHLERFALLSTATISTIK (Bezogen auf 200 Vorfälle in der Vergangenheit 10 Jahre) ----------------------------------------------------------------------------------------------------- Kreisdiagramm zur Klassifizierung der Fehlerursache: ┌─────────────────────┐ │ Welding defects 35%│ ▓▓▓▓▓▓▓▓▓▓▓▓▓▓▓▓▓▓ │ Corrosion 25% │ ▒▒▒▒▒▒▒▒▒▒▒▒ │ Mechanical 15% │ ░░░░░░░ │ Material defect 12%│ ██████ │ Design error 8% │ ████ │ Other 5% │ ██ └─────────────────────┘ Failure Probability by Standard: +----------------+-----------------+-----------------+ | Standard | Pipeline-Nutzung | Strukturelle Nutzung | +----------------+-----------------+-----------------+ | API 5L PSL1 | 2.3% (10 Jahr) | N / A | | API 5L PSL2 | 0.8% (10 Jahr) | N / A | | IN 10217 | 1.2% (10 Jahr) | N / A | | ASTM A252 | N / A | 3.1% (10 Jahr) | +----------------+-----------------+-----------------+ ----------------------------------------------------------------------------------------------------- XI. KURZANLEITUNG FÜR DIE AUSWAHL VON LSAW-ROHREN ----------------------------------------------------------------------------------------------------- Projekttyp | Empfohlener Standard | Klasse | Besondere Anforderung | Budgetfaktor ---------------------+-----------------+----------------+--------------------------+-------------- Onshore-Gastrunk | API 5L PSL2 | X65-X70 | DWTT, 100% UT | 1.0 (Basis) Onshore-Ölleitung | API 5L PSL1 | X52-X60 | 100% UT | 0.85 Unterwasserpipeline | API 5L PSL2 | X65-X70 | DWTT, HIC, SSC, 100% UT | 1.8 Kraftwerksdampf | IN 10217 | P265GH | Hochtemperaturzugfest, 3.1 | 1.3 Chemiefabrik | IN 10217 | P235GH/P265GH | Schlagtest, 3.1 zert | 1.2 Offshore-Wind gefunden | ASTM A252 | Gr.3 | Schlagtest, CE ≤0,42 | 1.1 Hafen-Marinepfähle | ASTM A252 | Gr.2/Gr.3 | Quadratische Enden, Geradheit| 0.9 Wasseraufbereitung | API 5L Gr.B | Gr.B | Standard, keine Extras | 0.7 ----------------------------------------------------------------------------------------------------- XII. GEMEINSAME BERECHNUNGSFORMELN (Basierend auf Felderfahrung) ----------------------------------------------------------------------------------------------------- 1. Kohlenstoffäquivalent (CEV) - For Weldability Assessment CEV = C + Mn/6 + (Cr+Mo+V)/5 + (Ni+Cu)/15 Beispiel: API 5L X65 (C=0,16, Mn=1,45, Cr=0,2, In = 0,2) CEV = 0.16 + 1.45/6 + 0.2/5 + 0.2/15 = 0.16 + 0.242 + 0.04 + 0.013 = 0.455 2. Berechnung der Wandstärke (pro API 5L, Designfaktor 0.72) t = (P × D) / (2 × S × F × T) Wo: P = Auslegungsdruck (MPa) D = Außendurchmesser (mm) S = spezifizierte Mindeststreckgrenze (MPa) F = Designfaktor (0.72) T = Temperatur-Derating-Faktor 3. Hydrostatischer Prüfdruck (API 5L) P_test = 2 × S × t / D Hold time: ≥10 Sekunden 4. Expansion Rate Calculation Expansion % = (D_after - D_before) / D_before × 100% 5. Reifenstress (Dünne Wand) σ_hoop = P × D / (2 × t) ----------------------------------------------------------------------------------------------------- XIII. INTERPRETATION DER LSAW-ROHRMARKIERUNG ----------------------------------------------------------------------------------------------------- API 5L PSL2 X65Q · OD 914mm · WT 25.4mm · L=12m └────┬────┘└─┬─┘ └─┬─┘ └───┬───┘ └───┬───┘ Standard Grade OD Wall Length EN 10217-2 P265GH · 813 × 20.0 · L=11,8m · 3.1 └──────┬──────┘ └───┬───┘ └───┬───┘ └─┬─┘ Standard Size Length Cert level ASTM A252 Gr.3 · 1067 × 19.1 · L=12.2m · BEV └─────┬─────┘ └───┬───┘ └───┬───┘ └─┬─┘ Standard Size Length Bevel type ----------------------------------------------------------------------------------------------------- XIV. Memo des Feldingenieurs - Häufige Fallstricke und Lösungen ----------------------------------------------------------------------------------------------------- Falle 1: "API 5L PSL1 ist gut genug für Nearshore-Pipelines" → FALSCH - Für PSL1 sind keine Auswirkungen erforderlich, Nearshore MUSS über PSL2 verfügen + impacts Pitfall 2: "ASTM A252 Gr.3 ähnelt API 5L X52" → VÖLLIG ANDERS! A252 nicht für Innendruck, X52 has tight chemistry Pitfall 3: "LSAW-Schweißnähte sind schwächer als unedle Metalle" → FALSCH - proper LSAW weld strength exceeds base metal Pitfall 4: "Bei der Erweiterung geht es nur um die Dimensionierung, hat keinen Einfluss auf die Leistung" → Durch die Ausdehnung werden Eigenspannungen abgebaut, significantly improves fatigue life Pitfall 5: "IN 10217 P265GH kann ohne Vorwärmen geschweißt werden" → CEV 0.40 Für dicke Abschnitte muss noch vorgeheizt werden ----------------------------------------------------------------------------------------------------- XV. DRUCKNACHRICHTEN-DURCHMESSER-TABELLE (X65, 25.4mm Wand) ----------------------------------------------------------------------------------------------------- Druck (MPa) 30 ┼ │ █ 25 ┼ █ █ │ █ █ 20 ┼ █ █ │ █ █ 15 ┼ █ █ │ █ █ 10 ┼ █ █ │ █ █ 5 ┼ █ █ │ █ █ 0 ┼█┴────┴────┴────┴────┴──── ┴────┴────┴────┴────┴────┴─ 400 500 600 700 800 900 1000 1100 1200 1300 1400 Durchmesser (mm) Die Druckstufe nimmt mit zunehmendem Durchmesser bei gleicher Wandstärke ab ----------------------------------------------------------------------------------------------------- XVI. HERSTELLUNGSPROZESSFLUSS (ASCII-Diagramm) ----------------------------------------------------------------------------------------------------- Platteninspektion → Kantenvorbereitung → [Bildung] → Schweißen (ID/OD) → Expansion → NDT → Hydrotest ↓ ┌─────┴─────┐ JCOE: J→C→O UOE: U→O └─────┬─────┘ ↓ [Mechanische Erweiterung 0.8-1.2%] ↓ ┌────────┴────────┐ ↓ ↓ 100% UT-Naht 100% Hydrotest ↓ ↓ [Radiographie, falls erforderlich] ↓ ↓ ↓ ┌─┴──────────────────┴─┐ ↓ Final inspection & marking ↓ └────────────────────────┘ ----------------------------------------------------------------------------------------------------- * Daten basieren auf API 5L 46. Edition, IN 10217, ASTM A252 und Feldmessungen (2025 aktualisiert) * Dieses ASCII-Diagramm ist mit allen Plattformen kompatibel (WordPress/Notizblock/E-Mail) * 30 Notizen des Feldingenieurs aus den Jahren - corrections and additions welcome =====================================================================================================



Du musst sein angemeldet um einen Kommentar zu veröffentlichen.