

Herstellungsprozess von Stahlrohrbögen: Ein umfassender Leitfaden
Rohrbögen aus Stahl sind wesentliche Komponenten in Rohrleitungssystemen, Ermöglicht Richtungsänderungen innerhalb der Pipeline. Diese Armaturen werden häufig in Branchen wie der Öl- und Gasindustrie eingesetzt, Petrochemie, Kraftwerke, und Bau, wo robuste und zuverlässige Verbindungen für den Umgang mit hohem Druck erforderlich sind, Temperatur, und korrosiven Umgebungen.
Der Herstellungsprozess von Stahlrohrbögen ist hochspezialisiert, Dabei werden verschiedene Methoden eingesetzt, um sicherzustellen, dass das Endprodukt strengen Qualitätsstandards entspricht. Dieser Artikel bietet einen detaillierten Überblick über den Herstellungsprozess von Stahlrohrbögen, einschließlich der Arten von Ellenbogen, verwendete Materialien, und die Techniken, die zu ihrer Herstellung eingesetzt werden.
Dornverfahren Warmumformung von Rohren
Extrusionsmethode Rohrbogen
Rohrbogen im Warmumformverfahren
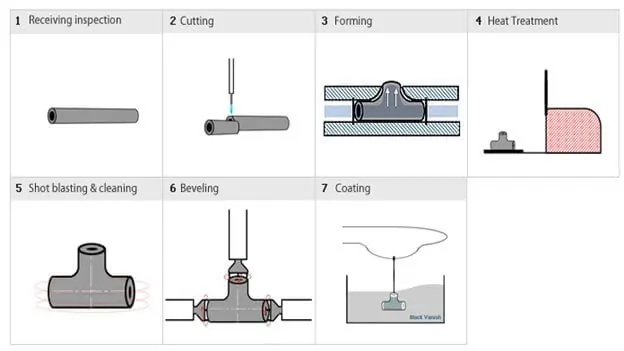
Rohr-T-Stücke mit hydraulischer Ausbuchtungsmethode
Was sind Stahlrohrbögen??
Ein Stahlrohrbogen ist ein Rohranschlussstück, das eine Richtungsänderung in einem Rohrleitungssystem ermöglicht. Diese Ellbogen sind typischerweise in verschiedenen Winkeln erhältlich, wie zum Beispiel 90 Grad, 45 Grad, und 180 Grad, passend für unterschiedliche Rohrleitungsanordnungen. Sie werden anhand ihres Krümmungsradius klassifiziert, Material, und Herstellungsverfahren.
Arten von Stahlrohrbögen
Stahlrohrbögen können je nach Design und Anwendung in die folgenden Typen eingeteilt werden:
- Kurzer Radius (SR) Ellenbogen:
- Der Krümmungsradius entspricht dem Rohrdurchmesser (1D).
- Wird in engen Räumen verwendet, in denen kompakte Layouts erforderlich sind.
- Häufig in Niederdrucksystemen.
- Großer Radius (LR) Ellenbogen:
- Der Krümmungsradius beträgt 1.5 mal der Rohrdurchmesser (1.5D).
- Bevorzugt in Systemen mit hohem Druck und hohen Durchflussraten.
- Reduziert Reibung und Druckverlust.
- Ellenbogen reduzieren:
- Entwickelt, um Rohre mit unterschiedlichen Durchmessern zu verbinden.
- Wird in Systemen verwendet, in denen eine allmähliche Reduzierung des Durchflusses erforderlich ist.
- Benutzerdefinierte Ellbogen:
- Hergestellt für spezifische Anwendungen mit einzigartigen Winkeln oder Abmessungen.
In Stahlrohrbögen verwendete Materialien
Stahlrohrbögen werden aus verschiedenen Materialien hergestellt, abhängig von der Anwendung und den Betriebsbedingungen. Zu den gängigen Materialien gehören::
- Kohlenstoffstahl: Wird für allgemeine Anwendungen mit mäßigem Druck und mittlerer Temperatur verwendet.
- Rostfreier Stahl: Bevorzugt für korrosive Umgebungen und Hochtemperaturanwendungen.
- Legierter Stahl: Einsatz in Hochdruck- und Hochtemperatursystemen, wie Kraftwerke und Raffinerien.
- Duplex-Edelstahl: Bietet hervorragende Korrosionsbeständigkeit und Festigkeit, Geeignet für die Offshore- und Chemieindustrie.
Herstellungsverfahren für Stahlrohrbögen
Die Herstellung von Stahlrohrbögen umfasst mehrere Spezialprozesse, um sicherzustellen, dass das Produkt die erforderlichen Festigkeitsspezifikationen erfüllt, Haltbarkeit, und Maßhaltigkeit. Nachfolgend sind die wichtigsten Methoden aufgeführt, die bei der Herstellung von Stahlrohrbögen verwendet werden:
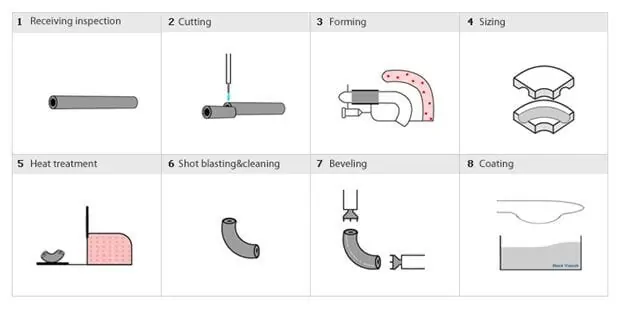
1. Dornmethode (Warmumformungsprozess)
Die Dornmethode, auch Warmumformverfahren genannt, ist eine der gebräuchlichsten Techniken zur Herstellung von Stahlrohrbögen. Bei diesem Verfahren wird ein Stahlrohr erhitzt und mithilfe eines Dorns und einer Matrize zu einem Rohrbogen geformt.
Schritte in der Mandrel-Methode:
- Schneiden des Rohrs:
- Ein gerades Stahlrohr wird auf die benötigte Länge zugeschnitten, abhängig von der Größe des herzustellenden Ellenbogens.
- Heizung:
- Das Rohr wird in einem Ofen auf eine hohe Temperatur erhitzt (typischerweise zwischen 900°C und 1100°C) um es formbar zu machen.
- Bildung:
- Das erhitzte Rohr wird in eine Matrize gelegt und mit einem Dorn zu einem Rohrbogen geformt. Der Dorn sorgt dafür, dass das Rohr beim Biegen seinen runden Querschnitt behält.
- Kühlung:
- Der geformte Ellbogen wird langsam abgekühlt, um innere Spannungen abzubauen und seine strukturelle Integrität zu bewahren.
- Beschneiden und Abschrägen:
- Überschüssiges Material wird abgeschnitten, und die Enden des Winkelstücks sind abgeschrägt, um sie für das Schweißen vorzubereiten.
- Wärmebehandlung:
- Der Ellenbogen wird einer Wärmebehandlung unterzogen, um seine mechanischen Eigenschaften zu verbessern, wie Stärke und Zähigkeit.
- Inspektion und Prüfung:
- Der fertige Bogen wird auf Maßhaltigkeit geprüft, Oberflächenfehler, und mechanische Eigenschaften. Zerstörungsfreie Prüfung (NDT) Methoden, wie Ultraschallprüfungen oder Röntgenprüfungen, werden häufig verwendet.
2. Kaltumformungsprozess
Das Kaltumformverfahren dient zur Herstellung von Bögen mit kleinerem Durchmesser und beinhaltet die Formung des Stahlrohrs bei Raumtemperatur. Dieses Verfahren ist weniger verbreitet als das Warmumformverfahren, eignet sich jedoch für Anwendungen, bei denen keine Wärmebehandlung erforderlich ist.
Schritte im Kaltumformungsprozess:
- Schneiden des Rohrs:
- Ein gerades Stahlrohr wird auf die benötigte Länge zugeschnitten.
- Bildung:
- Das Rohr wird in eine hydraulische Presse oder Biegemaschine gelegt und mit einer Matrize zu einem Rohrbogen geformt.
- Beschneiden und Abschrägen:
- Die Enden des Winkelstücks werden zum Schweißen besäumt und abgeschrägt.
- Inspektion:
- Der Bogen wird auf Maßhaltigkeit und Oberflächenqualität geprüft.
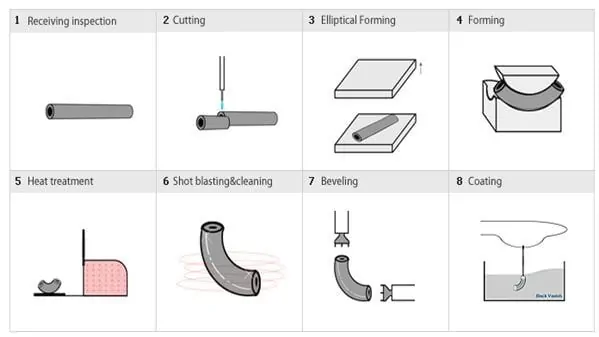
3. Herstellung von geschweißten Rohrbögen
Bei dieser Methode, Zur Herstellung von Rohrbögen werden Stahlplatten oder -bleche verwendet. Die Platten werden geschnitten, gerollt, und verschweißt, um die gewünschte Form zu erhalten. Dieses Verfahren wird typischerweise für Bögen mit großem Durchmesser verwendet.
Schritte bei der Herstellung von geschweißten Rohrbögen:
- Schneiden der Stahlplatte:
- Eine Stahlplatte wird basierend auf den Abmessungen des Ellenbogens in eine bestimmte Form geschnitten.
- Rollen:
- Die Platte wird mit einer Walzmaschine in eine zylindrische Form gerollt.
- Schweißen:
- Die Kanten des gewalzten Blechs werden zu einem Rohr zusammengeschweißt.
- Gestaltung:
- Das geschweißte Rohr wird mit einer Matrize oder Presse zu einem Bogen geformt.
- Wärmebehandlung:
- Der Ellenbogen wird einer Wärmebehandlung unterzogen, um seine mechanischen Eigenschaften zu verbessern.
- Inspektion und Prüfung:
- Die Schweißnaht wird mittels zerstörungsfreier Prüfverfahren auf Mängel untersucht.
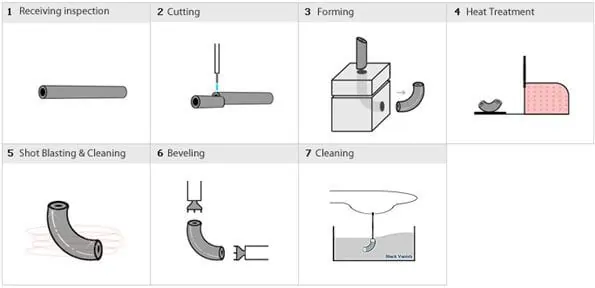
4. Extrusionsmethode
Mit der Extrusionsmethode werden nahtlose Rohrbögen hergestellt, indem ein massiver Rohling in die gewünschte Form extrudiert wird. Dieses Verfahren eignet sich für Hochdruckanwendungen und erzeugt Rohrbögen mit hervorragenden mechanischen Eigenschaften.
Schritte in der Extrusionsmethode:
- Erhitzen des Billets:
- Ein massiver Stahlbarren wird auf eine hohe Temperatur erhitzt.
- Piercing:
- Der Barren wird durchstochen, so dass ein Hohlrohr entsteht.
- Extrusion:
- Das Hohlrohr wird durch eine Düse extrudiert, um ein Kniestück zu bilden.
- Wärmebehandlung:
- Der Ellenbogen wird einer Wärmebehandlung unterzogen, um seine Festigkeit und Zähigkeit zu erhöhen.
- Inspektion:
- Der fertige Bogen wird auf Qualität und Maßhaltigkeit geprüft.
5. Push-Biege-Methode
Das Stoßbiegeverfahren ist ein kostengünstiges Verfahren zur Herstellung von Rohrbögen mit gleichbleibender Wandstärke. Bei dieser Methode wird ein Stahlrohr durch eine Matrize gedrückt, um die gewünschte Form zu erhalten.
Schritte in der Push-Biege-Methode:
- Schneiden des Rohrs:
- Ein gerades Stahlrohr wird auf die benötigte Länge zugeschnitten.
- Heizung:
- Das Rohr wird erhitzt, um es formbar zu machen.
- Schieben:
- Das erhitzte Rohr wird durch eine Matrize gedrückt, um den Bogen zu formen.
- Kühlung:
- Der Ellenbogen wird langsam gekühlt, um innere Spannungen abzubauen.
- Inspektion:
- Der Bogen wird auf Qualität und Maßhaltigkeit geprüft.
Qualitätskontrolle bei der Herstellung von Stahlrohrbögen
Um die Zuverlässigkeit und Leistung von Stahlrohrbögen sicherzustellen, Während des gesamten Herstellungsprozesses werden strenge Qualitätskontrollmaßnahmen umgesetzt. Zu diesen Maßnahmen gehören:
- Maßprüfung: Überprüfung der Abmessungen des Ellenbogens, wie z.B. Radius, Winkel, und Wandstärke.
- Zerstörungsfreie Prüfung (NDT): Mit Methoden wie der Ultraschallprüfung, Röntgenprüfung, und Magnetpulverprüfung zur Erkennung interner und oberflächlicher Defekte.
- Mechanische Prüfung: Durchführung von Tests zur Beurteilung der Kraft des Ellenbogens, Zähigkeit, und Härte.
- Hydrostatische Prüfung: Testen der Fähigkeit des Ellenbogens, dem Innendruck standzuhalten, ohne zu lecken oder sich zu verformen.
Tabelle: Vergleich der Herstellungsmethoden für Stahlrohrbögen
| Herstellungsverfahren | Hauptmerkmale | Anwendungen | Vorteile | Nachteile |
|---|---|---|---|---|
| Dornmethode | Warmumformverfahren mittels Dorn und Matrize | Hochdruck- und Hochtemperatursysteme | Hohe Festigkeit, einheitliche Struktur | Erfordert eine Wärmebehandlung, höhere Kosten |
| Kaltumformung | Formen bei Raumtemperatur | Ellenbogen mit kleinem Durchmesser | Kostengünstig, keine Wärmebehandlung erforderlich | Auf kleinere Größen beschränkt |
| Geschweißter Bogen | Hergestellt aus Stahlplatten oder -blechen | Ellenbogen mit großem Durchmesser | Geeignet für große Größen, kostengünstig | Schweißnaht kann eine Schwachstelle sein |
| Extrusionsmethode | Nahtlose Bögen aus massiven Knüppeln | Hochdruckanwendungen | Nahtlos, hervorragende mechanische Eigenschaften | Teuer, begrenzter Größenbereich |
| Push-Biegen | Rohr durch eine Matrize geschoben | Allgemeine Anwendungen | Gleichbleibende Wandstärke, kostengünstig | Beschränkt auf Standardgrößen und -winkel |
Schlussfolgerung
Der Herstellungsprozess von Stahlrohrbögen ist ein hochspezialisierter und präziser Vorgang, der sicherstellt, dass diese kritischen Komponenten den Anforderungen verschiedener Branchen gerecht werden. Ob im Dornverfahren hergestellt, Kaltumformung, Schweißen, Extrusion, oder Stoßbiegen, Jede Methode hat ihre einzigartigen Vorteile und ist für bestimmte Anwendungen geeignet.
Durch das Verständnis der verschiedenen Herstellungsprozesse und ihrer Eigenschaften, Sie können den richtigen Stahlrohrbogentyp für Ihr Projekt auswählen, Gewährleistung einer optimalen Leistung, Haltbarkeit, und Wirtschaftlichkeit.


Du musst sein angemeldet um einen Kommentar zu veröffentlichen.