

Proceso de fabricación de codos para tubos de acero: Una guía completa
Los codos para tubos de acero son componentes esenciales en los sistemas de tuberías., permitiendo cambios de dirección dentro de la tubería. Estos accesorios se utilizan ampliamente en industrias como la del petróleo y el gas., petroquímicos, plantas de energía, y construcción, donde se requieren conexiones robustas y confiables para manejar alta presión, temperatura, y ambientes corrosivos.
El proceso de fabricación de codos para tubos de acero es altamente especializado., involucrando varios métodos para garantizar que el producto final cumpla con estrictos estándares de calidad. Este artículo proporciona una descripción detallada del proceso de fabricación de codos para tubos de acero., incluyendo los tipos de codos, materiales utilizados, y las técnicas empleadas para producirlos.
Método de mandril Doblado de tubos de conformado en caliente
Método de extrusión curva de tubería
Curva de tubería con método de conformado en caliente
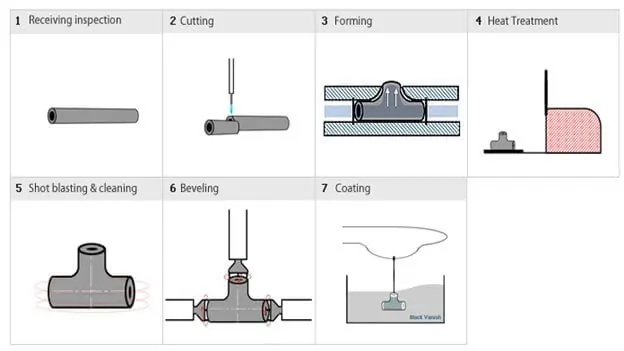
TEE de tubería con método de abultamiento hidráulico
¿Qué son los codos de tubería de acero??
Un codo de tubería de acero es un accesorio de tubería que permite un cambio de dirección en un sistema de tuberías.. Estos codos suelen estar disponibles en varios ángulos., como 90 grados, 45 grados, y 180 grados, para adaptarse a diferentes diseños de tuberías. Se clasifican según su radio de curvatura., material, y método de fabricación.
Tipos de codos para tubos de acero
Los codos para tubos de acero se pueden clasificar en los siguientes tipos según su diseño y aplicación.:
- Radio corto (SR) Codos:
- El radio de curvatura es igual al diámetro de la tubería. (1D).
- Se utiliza en espacios reducidos donde se requieren diseños compactos..
- Común en sistemas de baja presión..
- Radio largo (LR) Codos:
- El radio de curvatura es 1.5 veces el diámetro de la tubería (1.5D).
- Preferido en sistemas con alta presión y caudal..
- Reduce la fricción y la pérdida de presión..
- Reducción de codos:
- Diseñado para conectar tuberías de diferentes diámetros..
- Se utiliza en sistemas donde se requiere una reducción gradual del flujo..
- Codos personalizados:
- Fabricado para aplicaciones específicas con ángulos o dimensiones únicos..
Materiales utilizados en codos de tuberías de acero
Los codos para tubos de acero están hechos de diversos materiales., dependiendo de la aplicación y las condiciones de funcionamiento. Los materiales comunes incluyen:
- Acero carbono: Utilizado en aplicaciones de uso general con presión y temperatura moderadas..
- Acero inoxidable: Preferido para ambientes corrosivos y aplicaciones de alta temperatura..
- Aleación de acero: Utilizado en sistemas de alta presión y alta temperatura., como centrales eléctricas y refinerías.
- Acero inoxidable dúplex: Ofrece excelente resistencia a la corrosión y solidez., Adecuado para industrias químicas y offshore..
Procesos de fabricación de codos de tubos de acero
La fabricación de codos para tubos de acero implica varios procesos especializados para garantizar que el producto cumpla con las especificaciones requeridas de resistencia., durabilidad, y precisión dimensional. A continuación se detallan los principales métodos utilizados en la producción de codos para tubos de acero.:
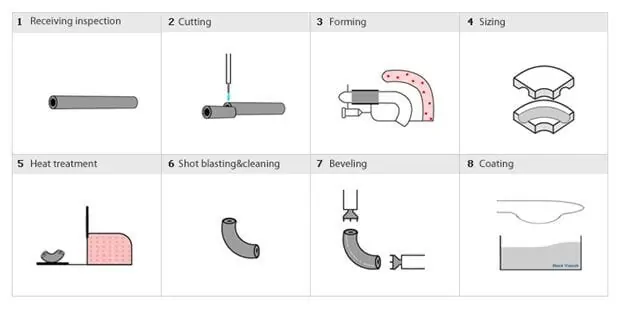
1. Método de mandril (Proceso de conformado en caliente)
El método del mandril, También conocido como proceso de conformado en caliente., Es una de las técnicas más comunes para fabricar codos para tubos de acero.. Este proceso implica calentar un tubo de acero y darle forma de codo usando un mandril y una matriz..
Pasos del método del mandril:
- Cortar la tubería:
- Se corta un tubo de acero recto a la longitud requerida., dependiendo del tamaño del codo a producir.
- Calefacción:
- La tubería se calienta en un horno a alta temperatura. (normalmente entre 900°C y 1100°C) para hacerlo maleable.
- formando:
- El tubo calentado se coloca en una matriz y se le da forma de codo usando un mandril.. El mandril garantiza que el tubo conserve su sección transversal redonda durante el curvado..
- Enfriamiento:
- El codo formado se enfría lentamente para aliviar las tensiones internas y mantener su integridad estructural..
- Recorte y biselado:
- Se recorta el exceso de material, y los extremos del codo están biselados para prepararlos para soldar.
- Tratamiento térmico:
- El codo se somete a un tratamiento térmico para mejorar sus propiedades mecánicas., como fuerza y dureza.
- Inspección y pruebas:
- El codo terminado se inspecciona para determinar la precisión dimensional., defectos superficiales, y propiedades mecánicas. Pruebas no destructivas (END) metodos, como pruebas ultrasónicas o pruebas radiográficas, se utilizan a menudo.
2. Proceso de conformado en frío
El proceso de conformado en frío se utiliza para fabricar codos de menor diámetro e implica dar forma a la tubería de acero a temperatura ambiente.. Este método es menos común que el proceso de conformado en caliente, pero es adecuado para aplicaciones donde no se requiere tratamiento térmico..
Pasos en el proceso de conformado en frío:
- Cortar la tubería:
- Se corta un tubo de acero recto a la longitud requerida..
- formando:
- El tubo se coloca en una prensa hidráulica o máquina dobladora y se le da forma de codo usando un troquel..
- Recorte y biselado:
- Los extremos del codo están recortados y biselados para soldar..
- Inspección:
- El codo se inspecciona para determinar la precisión dimensional y la calidad de la superficie..
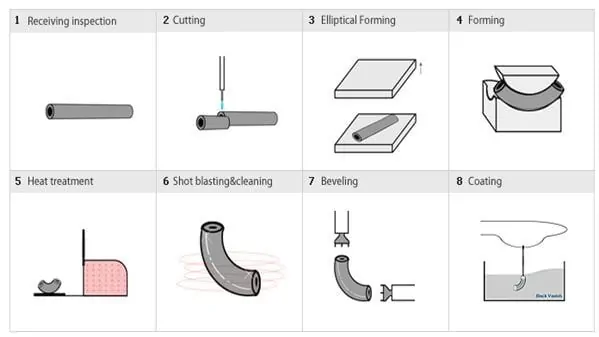
3. Fabricación de codos soldados
En este método, Se utilizan placas o láminas de acero para fabricar codos.. Las placas estan cortadas, arrollado, y soldado para formar la forma deseada. Este proceso se utiliza normalmente para codos de gran diámetro..
Pasos en la fabricación de codos soldados:
- Cortar la placa de acero:
- Una placa de acero se corta en una forma específica según las dimensiones del codo..
- Laminación:
- La placa se lamina hasta darle forma cilíndrica utilizando una máquina laminadora..
- Soldadura:
- Los bordes de la placa laminada se sueldan entre sí para formar un tubo..
- Organización:
- Al tubo soldado se le da forma de codo mediante una matriz o una prensa..
- Tratamiento térmico:
- El codo se somete a un tratamiento térmico para mejorar sus propiedades mecánicas..
- Inspección y pruebas:
- La costura de soldadura se inspecciona en busca de defectos utilizando métodos de prueba no destructivos..
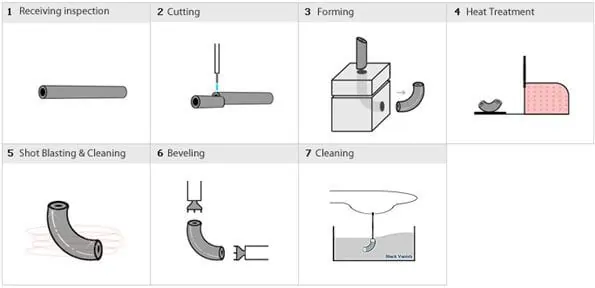
4. Método de extrusión
El método de extrusión se utiliza para producir codos sin costura extruyendo un tocho sólido en la forma deseada.. Este proceso es adecuado para aplicaciones de alta presión y produce codos con excelentes propiedades mecánicas..
Pasos en el método de extrusión:
- Calentar el billete:
- Un tocho de acero sólido se calienta a una temperatura alta..
- Perforación:
- El tocho se perfora para crear un tubo hueco..
- Extrusión:
- El tubo hueco se extruye a través de una matriz para formar un codo..
- Tratamiento térmico:
- El codo se somete a un tratamiento térmico para mejorar su fuerza y dureza..
- Inspección:
- El codo terminado se inspecciona para verificar su calidad y precisión dimensional..
5. Método de doblado por empuje
El método de doblado por empuje es un proceso rentable que se utiliza para fabricar codos con un espesor de pared constante.. Este método consiste en empujar un tubo de acero a través de una matriz para darle la forma deseada..
Pasos en el método de doblado por empuje:
- Cortar la tubería:
- Se corta un tubo de acero recto a la longitud requerida..
- Calefacción:
- La tubería se calienta para hacerla maleable..
- Emprendedor:
- El tubo calentado se empuja a través de una matriz para formar el codo..
- Enfriamiento:
- El codo se enfría lentamente para aliviar las tensiones internas..
- Inspección:
- El codo se inspecciona para comprobar su calidad y precisión dimensional..
Control de calidad en la fabricación de codos para tubos de acero
Para garantizar la confiabilidad y el rendimiento de los codos para tubos de acero., Se implementan estrictas medidas de control de calidad durante todo el proceso de fabricación.. Estas medidas incluyen:
- Inspección dimensional: Verificando las dimensiones del codo., como el radio, ángulo, y espesor de pared.
- Pruebas no destructivas (END): Utilizar métodos como las pruebas ultrasónicas., pruebas radiograficas, y pruebas de partículas magnéticas para detectar defectos internos y superficiales..
- Pruebas mecánicas: Realización de pruebas para evaluar la fuerza del codo., tenacidad, y dureza.
- Pruebas hidrostáticas: Prueba de la capacidad del codo para soportar la presión interna sin fugas ni deformación.
Mesa: Comparación de métodos de fabricación de codos para tubos de acero
| Método de fabricación | Características clave | Aplicaciones | Ventajas | Desventajas |
|---|---|---|---|---|
| Método de mandril | Proceso de conformado en caliente mediante mandril y matriz. | Sistemas de alta presión y alta temperatura. | Alta resistencia, estructura uniforme | Requiere tratamiento térmico, mayor costo |
| Formación en frío | Dar forma a temperatura ambiente | Codos de pequeño diámetro | Rentable, no necesita tratamiento térmico | Limitado a tamaños más pequeños |
| Codo soldado | Hecho de placas o láminas de acero. | Codos de gran diámetro | Adecuado para tallas grandes, rentable | La costura de soldadura puede ser un punto débil |
| Método de extrusión | Codos sin costuras hechos de palanquillas macizas. | Aplicaciones de alta presión | Sin costura, excelentes propiedades mecánicas | Caro, rango de tamaño limitado |
| Doblado por empuje | Tubería empujada a través de un troquel | Aplicaciones de uso general | Espesor de pared consistente, rentable | Limitado a tamaños y ángulos estándar. |
Conclusión
El proceso de fabricación de codos para tubos de acero es una operación altamente especializada y precisa que garantiza que estos componentes críticos cumplan con las demandas de diversas industrias.. Ya sea producido mediante el método del mandril, conformado en frío, soldadura, extrusión, o empujar doblando, Cada método tiene sus ventajas únicas y es adecuado para aplicaciones específicas..
Entendiendo los diferentes procesos de fabricación y sus características., Puede seleccionar el tipo correcto de codo de tubería de acero para su proyecto., asegurando un rendimiento óptimo, durabilidad, y rentabilidad.



Debes ser iniciado sesión Para publicar un comentario.