

Processo de fabricação de cotovelos para tubos de aço: Um guia abrangente
Cotovelos de tubos de aço são componentes essenciais em sistemas de tubulação, permitindo mudanças de direção dentro do pipeline. Esses acessórios são amplamente utilizados em indústrias como petróleo e gás, petroquímica, usinas de energia, e construção, onde conexões robustas e confiáveis são necessárias para lidar com alta pressão, temperatura, e ambientes corrosivos.
O processo de fabricação de cotovelos para tubos de aço é altamente especializado, envolvendo vários métodos para garantir que o produto final atenda a rigorosos padrões de qualidade. Este artigo fornece uma visão geral detalhada do processo de fabricação de cotovelos para tubos de aço, incluindo os tipos de cotovelos, materiais usados, e as técnicas empregadas para produzi-los.
Método de mandril, conformação a quente, dobra de tubo
Método de extrusão Curvatura de tubo
Curvatura de tubo com método de conformação a quente
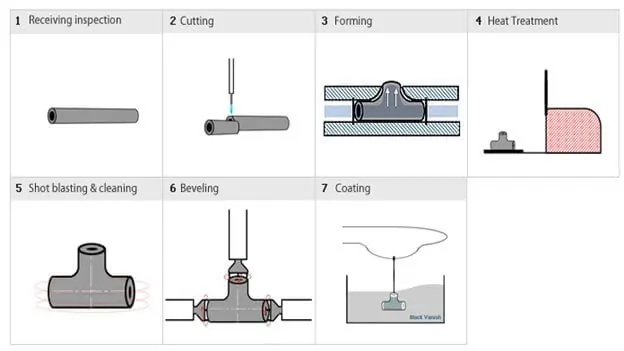
TEEs de tubos com método de protuberância hidráulica
O que são cotovelos para tubos de aço?
Um cotovelo de tubo de aço é um acessório de tubo que permite uma mudança direcional em um sistema de tubulação. Esses cotovelos estão normalmente disponíveis em vários ângulos, tal como 90 graus, 45 graus, e 180 graus, para se adequar a diferentes layouts de tubulação. Eles são classificados com base em seu raio de curvatura, material, e método de fabricação.
Tipos de cotovelos para tubos de aço
Os cotovelos de tubos de aço podem ser categorizados nos seguintes tipos com base em seu projeto e aplicação:
- Raio curto (RS) Cotovelos:
- O raio de curvatura é igual ao diâmetro do tubo (1D).
- Usado em espaços apertados onde são necessários layouts compactos.
- Comum em sistemas de baixa pressão.
- Raio longo (LR) Cotovelos:
- O raio de curvatura é 1.5 vezes o diâmetro do tubo (1.5D).
- Preferido em sistemas com altas pressões e vazões.
- Reduz o atrito e a perda de pressão.
- Reduzindo cotovelos:
- Projetado para conectar tubos de diferentes diâmetros.
- Usado em sistemas onde é necessária uma redução gradual no fluxo.
- Cotovelos personalizados:
- Fabricado para aplicações específicas com ângulos ou dimensões exclusivas.
Materiais usados em cotovelos de tubos de aço
Os cotovelos de tubos de aço são feitos de vários materiais, dependendo da aplicação e das condições de operação. Os materiais comuns incluem:
- Aço carbono: Usado em aplicações de uso geral com pressão e temperatura moderadas.
- Aço inoxidável: Preferido para ambientes corrosivos e aplicações de alta temperatura.
- Liga de aço: Usado em sistemas de alta pressão e alta temperatura, como usinas e refinarias.
- Aço Inoxidável Duplex: Oferece excelente resistência à corrosão e resistência, adequado para indústrias offshore e químicas.
Processos de fabricação de cotovelos para tubos de aço
A fabricação de cotovelos para tubos de aço envolve diversos processos especializados para garantir que o produto atenda às especificações exigidas de resistência., durabilidade, e precisão dimensional. Abaixo estão os principais métodos utilizados na produção de cotovelos para tubos de aço:
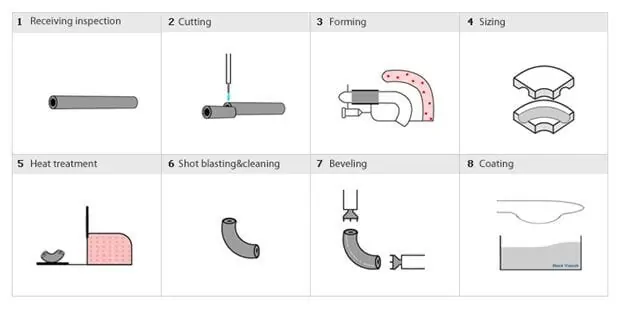
1. Método Mandril (Processo de conformação a quente)
O método do mandril, também conhecido como processo de conformação a quente, é uma das técnicas mais comuns para fabricação de cotovelos para tubos de aço. Este processo envolve aquecer um tubo de aço e moldá-lo em um cotovelo usando um mandril e uma matriz.
Etapas do Método Mandril:
- Cortando o tubo:
- Um tubo reto de aço é cortado no comprimento necessário, dependendo do tamanho do cotovelo a ser produzido.
- Aquecimento:
- O tubo é aquecido em um forno a alta temperatura (normalmente entre 900°C e 1100°C) para torná-lo maleável.
- Formando:
- O tubo aquecido é colocado em uma matriz e moldado em um cotovelo usando um mandril. O mandril garante que o tubo retenha sua seção transversal redonda durante a dobra.
- Resfriamento:
- O cotovelo formado é resfriado lentamente para aliviar tensões internas e manter sua integridade estrutural.
- Corte e biselamento:
- O excesso de material é aparado, e as extremidades do cotovelo são chanfradas para prepará-los para soldagem.
- Tratamento térmico:
- O cotovelo passa por tratamento térmico para melhorar suas propriedades mecânicas, como força e resistência.
- Inspeção e Teste:
- O cotovelo acabado é inspecionado quanto à precisão dimensional, defeitos superficiais, e propriedades mecânicas. Testes não destrutivos (END) métodos, como testes ultrassônicos ou testes radiográficos, são frequentemente usados.
2. Processo de conformação a frio
O processo de conformação a frio é usado para fabricar cotovelos de menor diâmetro e envolve moldar o tubo de aço à temperatura ambiente. Este método é menos comum que o processo de conformação a quente, mas é adequado para aplicações onde o tratamento térmico não é necessário..
Etapas do processo de conformação a frio:
- Cortando o tubo:
- Um tubo reto de aço é cortado no comprimento necessário.
- Formando:
- O tubo é colocado em uma prensa hidráulica ou dobradeira e moldado em um cotovelo usando uma matriz.
- Corte e biselamento:
- As extremidades do cotovelo são aparadas e chanfradas para soldagem.
- Inspeção:
- O cotovelo é inspecionado quanto à precisão dimensional e qualidade da superfície.
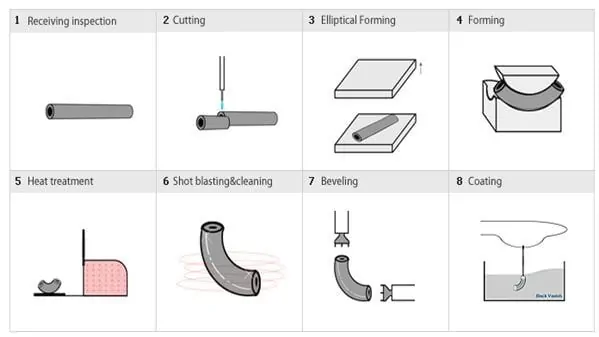
3. Fabricação de cotovelo soldado
Neste método, placas ou chapas de aço são usadas para fabricar cotovelos. As placas são cortadas, enrolado, e soldado para formar a forma desejada. Este processo é normalmente usado para cotovelos de grande diâmetro.
Etapas na fabricação de cotovelos soldados:
- Cortando a placa de aço:
- Uma placa de aço é cortada em um formato específico com base nas dimensões do cotovelo.
- Rolando:
- A placa é enrolada em uma forma cilíndrica usando uma laminadora.
- Soldagem:
- As bordas da placa laminada são soldadas para formar um tubo.
- Moldar:
- O tubo soldado é moldado em um cotovelo usando uma matriz ou prensa.
- Tratamento térmico:
- O cotovelo passa por tratamento térmico para melhorar suas propriedades mecânicas.
- Inspeção e Teste:
- A costura de solda é inspecionada quanto a defeitos usando métodos de teste não destrutivos.
4. Método de extrusão
O método de extrusão é usado para produzir cotovelos sem costura, extrusando um tarugo sólido no formato desejado. Este processo é adequado para aplicações de alta pressão e produz cotovelos com excelentes propriedades mecânicas.
Etapas do método de extrusão:
- Aquecendo o boleto:
- Um tarugo de aço sólido é aquecido a uma alta temperatura.
- Perfuração:
- O tarugo é perfurado para criar um tubo oco.
- Extrusão:
- O tubo oco é extrudado através de uma matriz para formar um cotovelo.
- Tratamento térmico:
- O cotovelo passa por tratamento térmico para aumentar sua resistência e resistência.
- Inspeção:
- O cotovelo acabado é inspecionado quanto à qualidade e precisão dimensional.
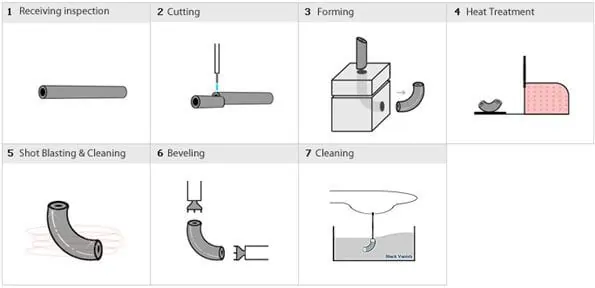
5. Método de flexão por pressão
O método push bending é um processo econômico usado para fabricar cotovelos com espessura de parede consistente. Este método envolve empurrar um tubo de aço através de uma matriz para formar o formato desejado..
Etapas do método Push Bending:
- Cortando o tubo:
- Um tubo reto de aço é cortado no comprimento necessário.
- Aquecimento:
- O tubo é aquecido para torná-lo maleável.
- Empurrando:
- O tubo aquecido é empurrado através de uma matriz para formar o cotovelo.
- Resfriamento:
- O cotovelo é resfriado lentamente para aliviar tensões internas.
- Inspeção:
- O cotovelo é inspecionado quanto à qualidade e precisão dimensional.
Controle de qualidade na fabricação de cotovelos para tubos de aço
Para garantir a confiabilidade e o desempenho dos cotovelos de tubos de aço, medidas rigorosas de controle de qualidade são implementadas em todo o processo de fabricação. Estas medidas incluem:
- Inspeção Dimensional: Verificando as dimensões do cotovelo, como raio, ângulo, e espessura da parede.
- Testes Não Destrutivos (END): Usando métodos como testes ultrassônicos, testes radiográficos, e testes de partículas magnéticas para detectar defeitos internos e superficiais.
- Teste Mecânico: Realização de testes para avaliar a força do cotovelo, resistência, e dureza.
- Teste Hidrostático: Testar a capacidade do cotovelo de suportar pressão interna sem vazar ou deformar.
Mesa: Comparação de métodos de fabricação para cotovelos de tubos de aço
| Método de fabricação | Principais recursos | Aplicativos | Vantagens | Desvantagens |
|---|---|---|---|---|
| Método Mandril | Processo de conformação a quente usando mandril e matriz | Sistemas de alta pressão e alta temperatura | Alta resistência, estrutura uniforme | Requer tratamento térmico, custo mais alto |
| Conformação a frio | Moldar à temperatura ambiente | Cotovelos de pequeno diâmetro | Econômico, nenhum tratamento térmico necessário | Limitado a tamanhos menores |
| Cotovelo Soldado | Feito de chapas ou chapas de aço | Cotovelos de grande diâmetro | Adequado para tamanhos grandes, econômico | A costura de solda pode ser um ponto fraco |
| Método de extrusão | Cotovelos sem costura de peças sólidas | Aplicações de alta pressão | desatado, excelentes propriedades mecânicas | Caro, faixa de tamanho limitada |
| Empurrar Dobra | Tubo empurrado através de um dado | Aplicações de uso geral | Espessura de parede consistente, econômico | Limitado a tamanhos e ângulos padrão |
Conclusão
O processo de fabricação de cotovelos para tubos de aço é uma operação altamente especializada e precisa que garante que esses componentes críticos atendam às demandas de diversos setores.. Seja produzido através do método do mandril, conformação a frio, soldagem, extrusão, ou empurrar flexão, cada método tem suas vantagens exclusivas e é adequado para aplicações específicas.
Ao compreender os diferentes processos de fabricação e suas características, você pode selecionar o tipo certo de cotovelo de tubo de aço para o seu projeto, garantindo um desempenho ideal, durabilidade, e custo-benefício.

Você deve ser logado para postar um comentário.