

API 5Л, В 10217, ASTM A252 Стальная труба LSAW
▸ Содержание – нажмите, чтобы перейти
- я. Введение. Почему LSAW и эти стандарты имеют значение
- Что такое стальная труба LSAW? (И почему это не ВПВ)
- Методы формования LSAW – JCOE, Жениться, ОБЭ
- II. Труба API 5L LSAW — масло & Передача газа
- Iii. В 10217 Труба LSAW – напорный трубопровод & ПЭД
- IV. ASTM A252 Труба LSAW – укладка свай & Оффшорные фонды
- В. LSAW против ERW против спирали – когда указывать LSAW
- VI. Гарантия качества LSAW – необязательно
- VII. Случаи сбоев на местах & Извлеченные уроки
- VIII. Рекомендации по выбору: какой стандарт подойдет для вашей работы?
- IX. Краткое содержание & Заключительные мысли
я. Введение. Почему LSAW и эти стандарты имеют значение
Я занимаюсь стальными трубами с 1987 года — начинал как рабочий на небольшом заводе по производству ВПВ в Шаньдуне., перешел в контроль качества, и последние двадцать пять лет я был полевым консультантом по трубопроводам, морские платформы, и тяжелые гражданские проекты на шести континентах. Если я чему-то научился, дело в том, что спецификации труб — это не то, что вы делаете за столом. Я видел, как проекты на миллиарды долларов задерживались из-за того, что кто-то выбрал неправильный стандарт.. Я видел, как сварные швы трескались в полевых условиях, потому что химический состав стали не соответствовал процедуре.. И я видел, как трубные сваи выходили из строя при морских установках, потому что допуски на размеры не соответствовали условиям эксплуатации.. В этой статье рассказывается о трех наиболее важных стандартах труб LSAW, с которыми вы можете столкнуться.: API 5Л (рабочая лошадка для нефти и газа), В 10217 (Европейский стандарт трубопроводов под давлением), и АСТМ А252 (лучшее решение для свай и фундаментов). У каждого своя история, свои собственные требования к химическому составу и испытаниям, и своя золотая середина в реальном мире. Я буду сравнивать их не только на бумаге, но судя по тому, что я видел в полевых условиях, хорошие, плохой, и уродливый. Поговорим о методах формирования — JCOE., Жениться, RBE — и почему они важны. Мы поговорим о том, когда LSAW — единственный выбор (намекать: когда ОД закончится 24 дюймов или через стену 20 мм). И мы пройдем через некоторые неудачи, которые я исследовал., чтобы вы могли избежать тех же ошибок. Это будет долго, подробная поездка, но если ты будешь придерживаться этого, вы уйдете с практическим пониманием, которого вам не сможет дать ни один учебник..
Что такое стальная труба LSAW? (И почему это не ВПВ)
LSAW означает продольную дуговую сварку под флюсом.. Он сделан из стальной пластины, не катушка. Это первое большое отличие от ВПВ (Электрическая сварка сопротивлением) труба. Пластина подвергается холодной штамповке в цилиндр с помощью пресса или роликов, а затем сваривается по шву с помощью дуговой сварки под флюсом., как внутри, так и снаружи. В процессе сварки под флюсом используется гранулированный флюс, который покрывает сварочную дугу., защищая его от загрязнения и обеспечивая очень высокие скорости осаждения. В результате получается прочный сварной шов., пластичный, и полностью слиты. Но LSAW — это не просто один процесс; это семья. Пластина может быть сформирована JCOE (постепенное нажатие на букву J, тогда С, тогда О-образная форма, с последующим механическим расширением), Жениться (U-пресс, О-пресс, Расширять), или ОБЕ (трехвалковая гибка). Каждый из них имеет свои преимущества и экономичные объемы заказов.. Но ключевым моментом является: LSAW решает два фундаментальных ограничения ВПВ. Первый, ВПВ ограничены в диаметре — с коммерческой точки зрения, вы редко видите ВПВ выше 24 дюймы (610 мм). LSAW поднимается до 64 дюймы (1626 мм) или даже больше. второй, Толщина стенки ВПВ ограничена толщиной рулона — обычно макс. 20 мм для коммерческих марок. ЛСАВ, с помощью тарелки, могу пойти в 60 мм, 80 мм, даже 120 мм для специализированного применения. Поэтому, когда ваш проект требует большого диаметра, толстая стена, или оба, LSAW — единственная игра в городе. А поскольку сварка производится под флюсом., он по своей сути более надежен, чем ERW, для динамической нагрузки, кислое обслуживание, и оффшорные приложения. Я видел, как трубы ВПВ выходили из строя из-за усталости на морских установках.; ЛСАВ, правильно сделано, держится. Это не значит, что ВПВ плохи — они отлично подходят для меньших диаметров и более низкого давления — но когда вы переходите к большим трубам, ты подходишь к LSAW.
Методы формования LSAW – JCOE, Жениться, ОБЭ
Давайте углубимся в методы формирования, потому что они не взаимозаменяемы. JCOE наиболее распространен для средних производственных тиражей.. Пластина прижимается постепенно — сначала в форме буквы J., тогда С, затем О — с помощью серии нажатий. Затем шов сваривается., и, наконец, труба механически расширяется (в “E” в JCOE) для достижения точной округлости и стабильности размеров. JCOE является гибким; можно делать диаметры от 406 мм до 1626 мм, стены до 60 мм, и количества от 100 Кому 1000 тонн экономически. UOE предназначен для больших объемов, производство большого диаметра. Пластина сначала прессуется в U-образную форму., затем в форме буквы О в огромном кубике, затем сварил, затем расширился. UOE эффективен при наездах 1000 тонны, но оснастка дорогая и переналадка происходит медленно. Вы увидите, что UOE используется для крупных трубопроводных проектов, таких как 1422 трубопроводы диаметром мм в России или Китае. ОБЭ (трехвалковая гибка) это самый простой: пластина пропускается через три ролика, которые постепенно сгибают ее в цилиндр. Это хорошо для небольших объемов (50-300 тонны) и очень большого диаметра (до 3 метров и более), но округлость не такая точная, как у JCOE или UOE без расширения. В поле, Я видел все три. Для недавнего проекта морской ветроэнергетики на Тайване., мы использовали JCOE для 2,000 тонны 1,200 Сваи диаметром мм. Допуски были жесткими, и процесс JCOE реализован. Для газопровода в Австралии, завод использовал UOE для 100 км 36-дюймового X70. Скорость производства впечатляла. Ключевым моментом является соответствие процесса проекту.. И не забывайте об этапе расширения — это очень важно.. Механическое расширение (обычно 0.8-1.2% диаметральная деформация) не только определяет размер трубы, но и снимает напряжение в сварном шве и повышает усталостную долговечность.. Я видел трубы, которые не расширялись и имели проблемы с овальностью во время полевой сварки.. Поэтому всегда уточняйте “расширенный” LSAW для критического обслуживания.

II. Труба API 5L LSAW — масло & Передача газа
API 5L — библия для нефте- и газопроводов. Он охватывает как бесшовные, так и сварные трубы., и LSAW является основной частью этого. Стандарт разделен на PSL1 и PSL2. (Уровни спецификации продукта). PSL1 — это базовый уровень, подходящий для многих наземных трубопроводов.. PSL2 добавляет более жесткие требования: более жесткие ограничения по химии, обязательное испытание на удар, и более строгий неразрушающий контроль. Для ЛСАВ, PSL2 обычно требует 100% ультразвуковой контроль сварного шва, что меняет правила игры в отношении надежности. Оценки варьируются от Gr.B. (старая рабочая лошадка) до Х80 (555 Выход МПа) и даже выше. X70 и X80 часто используются в газотранспортных системах высокого давления.. Но вот в чем дело: более высокие сорта требуют большей осторожности при сварке и формовке. Я видел, как трубы X70 LSAW трескались в полевых условиях, потому что процедура сварки не учитывала более высокий углеродный эквивалент.. Формула углеродного эквивалента (ЕС) в API 5L это CE = C + Мн/6 + (Кр+Мо+В)/5 + (Ni+Cu)/15. Для Х70, СЕ может быть 0.40-0.45, это означает, что часто требуется предварительный нагрев. Еще один критический фактор: ДВТТ (Испытание на разрыв падающим грузом) для X65 и выше, для обеспечения устойчивости к хрупкому разрушению. Я исследовал аварию на газопроводе X65 на Ближнем Востоке, где значения DWTT были маргинальными., и побежала трещина 30 метров. Поэтому, когда вы указываете API 5L LSAW, вам нужно знать свой уровень PSL, твоя оценка, и ваши дополнительные требования, например некачественное обслуживание (КДЕС MR0175) или оффшорные условия. Стандарт допускает множество возможностей., и вам решать, какие из них правильные. По размерам, API 5L LSAW обычно охватывает наружный диаметр от 406 мм до 1626 мм, стены из 6 мм до 60 мм. Для больших размеров, вам может потребоваться перейти к API 2B для оффшорных структур. Но для большинства трубопроводов, API 5L LSAW используется по умолчанию.. И это хорошее значение по умолчанию, если вы его правильно укажете..
| Оценка | Предел текучести (мин, МПа) | Растяжение (мин, МПа) | Типичные применения |
|---|---|---|---|
| Гр.Б | 241 | 414 | Сбор низкого давления, воды |
| х42 | 290 | 414 | Трубопроводы из мягкой стали |
| Х52 | 359 | 455 | Обычное для среднего давления |
| Х60 | 414 | 517 | Транспортировка газа |
| X65 | 448 | 531 | Газ высокого давления, оффшорный |
| Х70 | 483 | 565 | Междугородняя, высокое давление |
| х80 | 552 | 621 | Чрезвычайно высокое давление |
Iii. В 10217 Труба LSAW – напорный трубопровод & ПЭД
В 10217 является европейским стандартом для сварных стальных труб, предназначенных для работы под давлением.. Он разделен на несколько частей; для LSAW, мы говорим о RU 10217-2 (Нелегированные и легированные стали с заданными повышенными температурными свойствами) и RU 10217-3 (легированные мелкозернистые стали). Чаще всего вы увидите марки P235GH., P265GH, и для более высокой прочности, S355J2H. Они используются на электростанциях., химические заводы, и промышленные системы давления. Большим отличием от API 5L является подход к тестированию и сертификации.. В 10217 обычно требуется EN 10204 3.1 сертификация — это означает, что завод предоставляет сертификат проверки с результатами испытаний., и это проверено независимым инспектором. Это более высокий уровень прослеживаемости, чем API 5L PSL1., и сравним с PSL2. Также, химия настроена на сосуды под давлением: более низкий уровень углерода, контролируемые остатки. P235GH, например, имеет максимум C 0.16%, что делает его очень свариваемым. Я использовал P265GH LSAW для паропроводов на электростанции в Германии — сварка прошла гладко., и труба была в эксплуатации уже 15 лет без проблем. Еще один ключевой момент: В 10217 включает требования к свойствам при повышенных температурах, как предел текучести при 300°C. Это критически важно для электростанций.. API 5L не предоставляет вам таких данных.. Итак, если вы проектируете для высоких температур, В 10217 это лучший выбор. Размеры совпадают с API 5L — наружный диаметр до 1626 мм, стены до 60 мм — но обозначения марок другие. Одна ловушка, которую я видел: кто-то указал RU 10217 труба, но затем попытался сварить ее по процедуре API 5L.. Химический состав похож, но не идентичен, и требования к тепловложению могут различаться. Всегда аттестуйте свою процедуру сварки в соответствии с конкретным стандартом.. С точки зрения рынка, В 10217 доминирует в Европе и распространен в проектах, финансируемых европейскими банками. За пределами Европы, это менее распространено, но вы увидите это в энергетических и химических проектах, где указаны европейские стандарты. Для проекта на Ближнем Востоке, мы использовали RU 10217 LSAW для опреснительной установки, потому что клиент был немцем. Это сработало нормально, но нам пришлось обучить местных сварщиков требованиям сертификации. Итак, если вы указываете EN 10217, убедитесь, что ваша цепочка поставок понимает документацию.
| Оценка | Предел текучести (мин, МПа) | Растяжение (МПа) | Типичные применения |
|---|---|---|---|
| P235GH | 235 | 360-500 | Котлы, сосуды под давлением, умеренная температура |
| P265GH | 265 | 410-570 | Детали повышенной прочности, работающие под давлением |
| S355J2H | 355 | 470-630 | Структурное давление, низкая температура |
IV. ASTM A252 Труба LSAW – укладка свай & Оффшорные фонды
ASTM A252 является стандартом для свай из сварных стальных труб.. Это другой мир, чем трубопровод или напорный трубопровод.. Здесь, труба забивается в землю для поддержки фундамента — для зданий, мосты, морские ветряные турбины, и морские сооружения. Оценки: Гр.2 и Гр.3. (Гр.1 устарела). Гр.2 имеет минимальную доходность 240 МПа, растягивающий 414 МПа; Гр.3 310 Выход МПа, 455 МПа растяжение. Химический состав менее строгий, чем API 5L или EN. 10217 потому что труба не несет внутреннего давления – она воспринимает осевые и изгибающие нагрузки от конструкции. Но это не значит, что качество менее важно. по факту, укладчики труб сталкиваются с жестокими условиями во время вождения: ударные нагрузки от молотков, потенциальная потеря устойчивости, и коррозия в земле. Я видел, как сваи выходили из строя, потому что сталь была слишком хрупкой для условий эксплуатации.. В проекте во Вьетнаме, для расширения порта мы использовали сваи LSAW A252 Gr.3.. Первые несколько свай треснули во время забивки. Расследование показало, что углеродный эквивалент был высоким. (0.48) и прочность была низкой. Мы перешли на плавку с контролируемой прокаткой и более низким CE., и проблема прекратилась. Таким образом, хотя A252 не требует испытаний на удар, Рекомендую для динамичной езды, особенно в холодном климате. Еще один ключевой момент: допуски на размеры. Для укладки, вам нужен жесткий контроль за прямолинейностью и овальностью, чтобы избежать заеданий во время вождения.. A252 допускает ±1% по диаметру, что является адекватным, но для морских работ я часто указываю более жесткие допуски. Также, концы должны быть квадратными для сварки соединений. Я видел сваи со скосами, которые были далеко 3 мм, вызывая кошмарные сны. Итак, когда вы заказываете A252 LSAW, обратите внимание на финальную подготовку. Метод формования обычно JCOE или RBE.. UOE — это излишество для свай. А толщина стенок может быть значительной — до 60 мм и более для морских свай большого диаметра. С точки зрения приложений, A252 LSAW используется для фундаментов береговых зданий., опоры моста, морские терминалы, и все чаще для морских ветряных фундаментов. Монополи для ветряков огромны — до 10 метров в диаметре — и они часто изготавливаются из пластин, не из трубы, но для меньших монопил (до 3 метров), A252 LSAW является обычным. Я работал над морскими ветроэнергетическими проектами в Северном море и Тайваньском проливе., а сваи имеют решающее значение для всей конструкции. Так что не рассматривайте A252 как “низкотехнологичный” стандарт — он по-своему столь же требователен, как и стандарты конвейера..
| Оценка | Предел текучести (мин, МПа) | Растяжение (мин, МПа) | Типичные применения |
|---|---|---|---|
| Гр.2 | 240 | 414 | Фундаменты береговых зданий, умеренные нагрузки |
| Гр.3 | 310 | 455 | Тяжелый фундамент, оффшорный, морской |
В. LSAW против ERW против спирали – когда указывать LSAW
Этот вопрос я получаю в каждом проекте. Короткий ответ: когда ОД закончится 24 дюймы, или стена закончилась 20 мм, или тебе нужно 100% УЗ сварного шва, или вы находитесь в офшорной/динамической службе. Давайте сломаем это. ERW отлично подходит для меньших диаметров и более тонких стенок.. Это дешевле, Быстрее, и широко доступны. Но у ВПВ есть ограничения: сварной шов выполнен без присадочного металла, поэтому он подвержен отсутствию дефектов слияния. И ты не можешь 100% Легкая сварка благодаря геометрии катушки. Для трубопроводов, ВПВ подходит до X65, если у вас есть хорошие методы работы с фрезерным производством.. Я видел линии ВПВ последними 40 лет. Но для офшоров, где усталость имеет решающее значение, LSAW предпочтительнее, поскольку сварной шов более прочный и его легче контролировать.. Спираль (ССАВ) еще один вариант для больших диаметров. Изготовлен путем спиральной сварки катушки., поэтому он может достигать больших диаметров с тонкими стенками. Но спиральный сварной шов длиннее., и направление напряжений сложное. Для статических нагрузок, спираль может быть экономически выгодной. Но для динамического обслуживания или работы под высоким давлением, ЛСАВ лучше. Я видел, как спиральные трубы разрушались из-за усталости сварного шва, потому что напряжение было перпендикулярно сварному шву.. Итак, мое правило: для транспортировки нефти и газа, оффшорный, высокое давление, или кислый сервис, укажите LSAW. Для водопроводов, газ низкого давления, или структурные приложения, спираль может быть приемлемой. А для диаметров под 24 дюймы, ВПВ обычно являются наиболее экономичными. Вот таблица из моих полевых заметок:
| Состояние | АКРЕ | ЛСАВ | Спираль (ССАВ) |
|---|---|---|---|
| OD > 24″ (610 мм) | Нежизнеспособен | Оптимальный | Возможный |
| Стена > 20 мм | Нежизнеспособен | Оптимальный | Ограниченный |
| 100% УЗ сварного шва | Спот/опционально | стандарт (PSL2) | Спот/опционально |
| Оффшор / динамическая нагрузка | Не рекомендуется | Предпочтительный | Не рекомендуется |
| Стоимость за тонну | Низкий | средний | Средне-низкий |
| Время выполнения (мельница) | 2-4 недели | 5-8 недели | 4-6 недели |
VI. Гарантия качества LSAW – необязательно
Если вы платите за LSAW, вы платите за качество. Но качество не достигается автоматически. Вам необходимо определить правильные проверки и привлечь завод к ответственности.. Для критического обслуживания, Труба LSAW должна пройти: 100% Ультразвуковое тестирование (ЮТ) сварного шва по ASTM E213. Это обнаруживает отсутствие слияния, шлак, и трещины. Для PSL2, это обязательно. Для других стандартов, Я рекомендую это. Рентгенографическое исследование (РТ) согласно ASTM E94 также распространено, особенно для толстых стен. RT приводит постоянный рекорд, но это медленнее и дороже. Для оффшоров, Я часто указываю как UT, так и RT на первых нескольких трубах для квалификации процедуры., затем УТ для производства. Гидростатические испытания являются обязательными в соответствии с API 5L и EN. 10217. Каждая труба находится под давлением до определенного уровня напряжения. (как правило 90% урожайности) и провел. Это доказывает, что труба выдерживает давление, и проверяется на наличие утечек.. Но гидростатические испытания не обнаруживают всех дефектов — они обнаруживают только утечки через стену.. Вот почему UT необходим. Для более высоких оценок (X65+), ДВТТ (Испытание на разрыв падающим грузом) согласно API 5L, Приложение A требуется для PSL2. Это испытание на устойчивость к хрупкому разрушению.. Я видел трубы X65, которые выдержали растяжение, но не выдержали DWTT из-за крупного зерна.. Так что не пропустите это. За кислый сервис, тебе нужен HIC (Водородное крекинг) тестирование в соответствии с NACE TM0284 и тестирование SSC в соответствии с NACE TM0177. Это специализированные тесты, для которых требуются купоны, подвергающиеся воздействию подкисленного H2S.. Не все заводы могут это сделать, так что планируйте заранее. В проекте на Ближнем Востоке, нам пришлось провести повторную квалификацию завода, поскольку результаты испытаний HIC были маргинальными. К графику добавилось три месяца. Так что встройте это в свою ленту. Также, за ОДНОГО 10217, вам понадобится RU 10204 3.1 сертификация, это означает, что независимый инспектор проверяет результаты испытаний. Это хорошая практика даже для проектов API 5L.. Я всегда прошу отчеты о заводских испытаниях (ССО) и внимательно их просмотрите. Я заметил неправильные оценки, неправильные номера плавки, и пропущенные тесты. Обеспечение качества — это работа не только предприятия, но и ваша.
VII. Случаи сбоев на местах & Извлеченные уроки
Случай 1: API 5L X65 Авария газопровода на Ближнем ВостокеВ 2018, Меня вызвали для расследования разрыва 36-дюймового газопровода X65 в Саудовской Аравии.. Линия проработала три года, когда лопнула кольцевая сварка.. Авария оказалась катастрофической — взорвался 10-метровый участок.. Первоначальные сообщения обвиняли сварочного подрядчика.. Но когда я осмотрел трубу, Я заметил что-то странное: основной металл вблизи излома имел очень крупнозернистую структуру. Мы провели DWTT на образцах вне сварного шва., и значения были ниже 40% сдвиг – хрупкий. Завод поставил трубы X65, отвечающие требованиям к растяжению., но прочность была плохой, потому что они пропустили нормализацию после формирования. Урок: не полагайтесь только на растяжение. Для газа высокого давления, всегда требуют воздействия DWTT и Шарпи. В итоге мы заменили 20 км трубы.
Случай 2: В 10217 P265GH Крекинг паропровода на немецкой электростанцииВ 2015, на электростанции в Баварии всего через два года произошла трещина в паропроводе P265GH LSAW. Трещины находились в зоне термического влияния кольцевых швов.. Расследование показало, что в процессе сварки использовалось слишком высокое тепловложение. (3.5 кДж/мм) и медленное охлаждение, что вызвало рост зерен и снижение ударной вязкости. RU 10217 стандарт не устанавливает параметры сварки, так что это было на усмотрение подрядчика. Они использовали процедуру, подходящую для труб с более тонкими стенками., но это было 25 мм стены. Мы пересмотрели WPS, чтобы 1.8 кДж/мм, добавлен предварительный нагрев, и проблема прекратилась. Урок: всегда проверяйте сварочные процедуры с учетом фактической толщины и марки стенки., не только по стандарту.
Случай 3: ASTM A252 Gr.3, разрушение свай во время вождения во ВьетнамеВ 2019, использован портовый проект в Хайфоне 1,200 Сваи LSAW диаметром мм. Во время вождения, три сваи треснули сверху. Сталь соответствует химическому составу A252 и прочности на растяжение., но углеродный эквивалент был 0.50, и температура окружающей среды составляла 15°С.. Сочетание высокого CE и низкой температуры сделало сталь хрупкой при ударе.. Мы перешли на жару с CE <0.42 и добавлено испытание по Шарпи при 10°C.. Больше никаких трещин. Урок: для динамичной езды, указать пределы CE и провести испытания на воздействие, даже если стандарт этого не требует.
VIII. Рекомендации по выбору: какой стандарт подойдет для вашей работы?
Итак, как же сделать выбор между API 5L, В 10217, и АСТМ А252? Это зависит от приложения. Для нефте- и газопроводов, API 5L – очевидный выбор.. Но вам нужно решить PSL1 против PSL2., оценка, и любые дополнительные требования (кислое обслуживание, оффшорный, и т.п.). Для напорных трубопроводов на электростанциях, химические заводы, или любое применение в соответствии с Директивой об оборудовании, работающем под давлением. (ПЭД), В 10217 это стандарт. Это дает вам свойства при повышенных температурах и EN 10204 сертификация. Для свай и фундаментов, ASTM A252 — рабочая лошадка. Но рассмотрите возможность добавления испытаний на удар для динамичного вождения.. Для морских структур, вам может понадобиться API 2B или EN 10225, но это другая статья. По размерам, все три охватывают одинаковые диапазоны: ОД до 1626 мм, стена до 60 мм. Но обозначения классов разные., так что не путайте их. Я видел заказы на поставку, в которых говорилось “API 5L гр.. 3” - такого не существует. Группа 3 соответствует ASTM A252.. Так что будьте точны. Также, рассмотреть цепочку поставок. В Азии, API 5L широко доступен.. В Европе, В 10217 является общим. В США, Правила ASTM. Но мировые заводы могут изготовить любую из них. Срок выполнения может варьироваться. Для проекта в Африке, мы указали API 5L, потому что клиент был с ним знаком, но завод находился в Европе и ему пришлось скорректировать свои процедуры. Это добавило две недели. Так что думайте глобально, но укажите четко.
IX. Краткое содержание & Заключительные мысли
Спустя тридцать лет, Я стал уважать трубку LSAW такой, какая она есть.: единственный выбор для больших диаметров, толстые стены, и критическое обслуживание. API 5Л, В 10217, и ASTM A252 имеют свои сильные стороны., и у каждого есть свои особенности. Главное — понимать не только цифры, но реальные последствия. API 5L дает вам ряд классов для трубопроводов., но вы должны указать правильный PSL и дополнения. В 10217 обеспечивает отслеживаемость и данные о повышенных температурах, но оценки разные. ASTM A252 – это просто, но не думайте, что это нетехнологично — сваи требуют особого ухода. Во всех случаях, гарантия качества не является обязательной. 100% ЮТ, гидроиспытание, и для критического обслуживания, Тестирование DWTT и HIC. И всегда проверяйте свои сварочные процедуры для конкретного материала.. Я усвоил эти уроки на собственном горьком опыте, через неудачи, которые стоят времени и денег. Надеюсь, эта статья поможет вам избежать тех же ошибок.. Если у вас есть вопросы, найди старого инженера, который там был. Нас не всегда легко найти, но мы обычно готовы поделиться. Удачи в ваших проектах, и пусть ваши трубы никогда не текут.
API 5L против EN 10217 по сравнению с трубой ASTM A252 LSAW — инженерные диаграммы ASCII
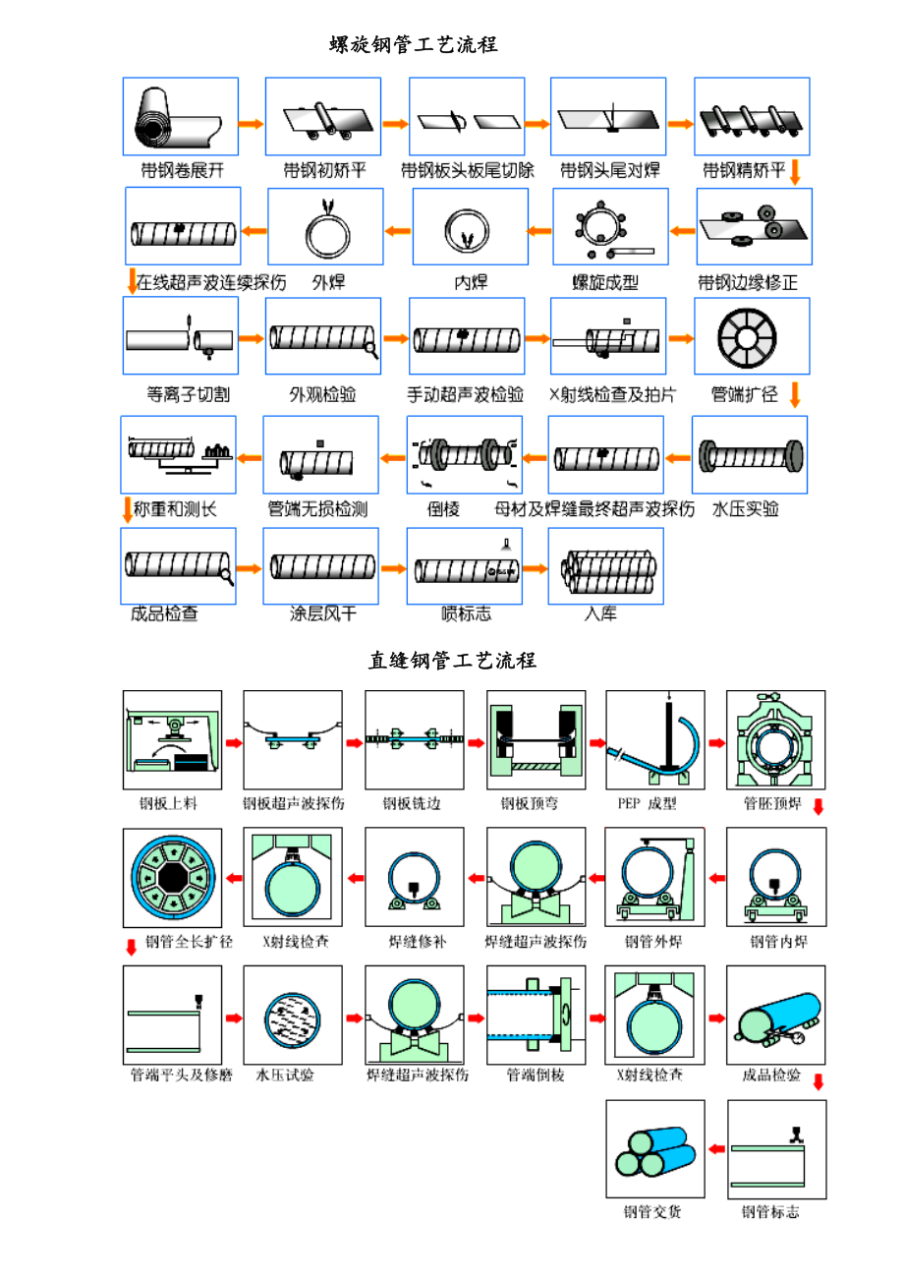
===================================================================================================== API 5L vs EN 10217 по сравнению с ASTM A252 СТАЛЬНАЯ ТРУБА LSAW - COMPLETE MATERIAL PARAMETER CHARTS ===================================================================================================== | НА ОСНОВЕ 30 ЛЕТ ОПЫТА ИНЖЕНЕРНОЙ РАБОТЫ | ============================================================================================= [ЛЕГЕНДА] API 5L = [A] В 10217 = [E] АСТМ А252 = [M] ВЫСОКАЯ ПРОЧНОСТЬ = ██ СРЕДНЯЯ = ▓▓ СЛАБАЯ = ▒▒ ----------------------------------------------------------------------------------------------------- я. СРАВНЕНИЕ ХИМИЧЕСКОГО СОСТАВА (Типичные значения, вес%) ----------------------------------------------------------------------------------------------------- +----------------+---------------------+---------------------+---------------------+ | Элемент | API 5Л (X65) | В 10217 (P265GH) | АСТМ А252 (Гр.3) | +----------------+---------------------+---------------------+---------------------+ | C (Углерод) | 0.12-0.18 | ≤0,20 | ≤0,25 | | Си (Кремний) | 0.20-0.40 | ≤0,40 | Не требуется | | MN (Марганец) | 1.30-1.60 | 0.80-1.40 | 1.00-1.50 | | P (Фосс) Макс | 0.025 | 0.025 | 0.050 | | S (Сера) Макс | 0.015 | 0.015 | 0.050 | | Примечание (Ниобий) | 0.02-0.06 | Необязательный | Не требуется | | В (Ванадий) | 0.02-0.08 | Необязательный | Не требуется | | Ти (Титан) | 0.01-0.03 | Необязательный | Не требуется | | ЕКВ (Углеродный эквивалент)| 0.38-0.43 | 0.35-0.40 | 0.42-0.48 | +----------------+---------------------+---------------------+---------------------+ [ПРИМЕЧАНИЕ] API 5L имеет наиболее полное микролегирование., В 10217 жестко контролируемый, но худой, ASTM A252 наиболее смягчен, но CEV может быть высоким ----------------------------------------------------------------------------------------------------- II. МЕХАНИЧЕСКИЕ СВОЙСТВА Гистограмма (Вертикальный) ----------------------------------------------------------------------------------------------------- Предел текучести (МПа) API 5L X65 [██████████████████████████████████████████] 448-600 В 10217 Р265 [██████████████████████] 265-350 ASTM A252 гр.3[██████████████████████████] 310-450 Предел прочности (МПа) API 5L X65 [████████████████████████████████████████████████████████████████████████████████████████] 531-760 В 10217 Р265 [████████████████████████████████] 410-570 ASTM A252 гр.3[██████████████████████████████████] 455-600 Удлинение (%) API 5L X65 [██████████████████] 18-22 В 10217 Р265 [██████████████████████] 21-25 ASTM A252 гр.3[████████████] 16-20 Энергия удара (0° С, J) API 5L X65 [██████████████████████████] 40-100 (PSL2 обязателен) В 10217 Р265 [████████████████████] 27-60 (необязательный) ASTM A252 гр.3[████] Не требуется (рекомендуется указать) Твердость (HBW) API 5L X65 [████████████████████] 180-220 В 10217 Р265 [██████████████] 140-170 ASTM A252 гр.3[████████████████] 160-200 ----------------------------------------------------------------------------------------------------- Iii. ТАБЛИЦА ДАВЛЕНИЯ-ТЕМПЕРАТУРЫ (Для разных стандартов - 25.4мм стены) ----------------------------------------------------------------------------------------------------- давление (МПа) 30 ┼ │ ┌─────────────────────────────────────┐ 25 ┼ │ API 5L X80 (25.4мм стены) │ │ │ ████████████████████████████████ │ 20 ┼ │ API 5L X65 (25.4мм стены) │ │ │ ██████████████████████████ │ 15 ┼ │ В 10217 P265GH (25мм) │ │ │ ████████████████████ │ 10 ┼ │ ASTM A252 гр.3 (25мм) │ │ │ ████████ │ 5 ┼ │ В 10217 P235GH (25мм) │ │ │ ██████ │ 0 ┼────┴────┴────┴───┴────┴────┴────┴────┴────┴────┴─ 0 50 100 150 200 250 300 350 400 450 500 температура (° С) [ПРИМЕЧАНИЕ] API 5L предназначен для работы в условиях высокого давления., В 10217 определил данные о повышенной температуре, ASTM A252 не подходит для работы под внутренним давлением. ----------------------------------------------------------------------------------------------------- IV. ТОЛЩИНА СТЕНЫ - СООТНОШЕНИЕ ДИАМЕТРА (Возможности производства LSAW) ----------------------------------------------------------------------------------------------------- Стена толстая (мм) 80 ┼ │ █ UOE (до 120 мм) 70 ┼ █ │ █ 60 ┼ █ JCOE typical max │ █ 50 ┼ █ █ │ █ █ 40 ┼ █ █ █ │ █ █ █ 30 ┼ █ █ █ RBE │ █ █ █ █ 20 ┼ █ █ █ █ ERW limit │ █ █ █ █ █ 10 ┼ █ █ █ █ █ │ █ █ █ █ █ 0 ┼────┴────┴────┴───┴────┴────┴────┴────┴────┴────┴─ 400 600 800 1000 1200 1400 1600 1800 2000 2200 Диаметр (мм) Производственный регион: █ JCOE (406-1626мм) █ ЖЕНИТЬСЯ (508-1422мм) █ ОБЭ (406-3000мм) ----------------------------------------------------------------------------------------------------- В. ОСНОВНАЯ ТАБЛИЦА СРАВНЕНИЯ СТАНДАРТОВ НА СТАЛЬНЫЕ ТРУБЫ LSAW ----------------------------------------------------------------------------------------------------- +---------------------+---------------------+---------------------+---------------------+ | Параметр | API 5Л | В 10217-2 | АСТМ А252 | +---------------------+---------------------+---------------------+---------------------+ | Область применения | Масло & Газовый транс | Напорные трубопроводы | Свайные/оффшорные работы | | Основные оценки | Гр.Б, Х42-Х80 | P235GH, P265GH | Гр.2, Гр.3 | | Диапазон диаметров (мм) | 406-1626 | 406-1626 | 406-1626 | | Настенный диапазон (мм) | 6-60 | 6-60 | 6-60 (более толстый вариант) | | Метод формирования | JCOE/UOE/RBE | JCOE/UOE/RBE | JCOE/RBE в основном | | Требования неразрушающего контроля | PSL2: 100% ЮТ | Обычно 100% ЮТ | Не обязательно | | Ударная вязкость | PSL2 обязателен (0° С)| Необязательный (по согласию) | Не требуется | | Высокотемпературные данные | Нет в наличии | Определен повышенный | Нет в наличии | | Сертификация | ССО | В 10204 3.1 | ССО | | Типовые проекты | Трубопровод Запад-Восток | Европейская держава | Морской ветер | +---------------------+---------------------+---------------------+---------------------+ ----------------------------------------------------------------------------------------------------- VI. LSAW против ERW против СПИРАЛЬНО-СВАРНОЙ ТРУБЫ - СРАВНЕНИЕ РАДАРОВ ----------------------------------------------------------------------------------------------------- Large Diameter Capability ███████ █ █ █ █ Wall █ █ Weld Quality Capacity█ LSAW ███ █ █ ERW ▓▓▓ █ █ SSAW ░░░ █ █ █ ███████ Cost Efficiency Numerical Ratings (1-10): +----------------+---------+---------+---------+ | Параметр | ЛСАВ | АКРЕ | ССАВ | +----------------+---------+---------+---------+ | Большой диаметр | 10 | 3 | 8 | | Толщина стенки | 10 | 4 | 6 | | Качество сварки | 9 | 7 | 5 | | Усталость Перф | 9 | 5 | 4 | | Эффект затрат | 6 | 9 | 8 | | Время выполнения | 5 | 9 | 7 | +----------------+---------+---------+---------+ ----------------------------------------------------------------------------------------------------- VII. НОМИНАЛЬНЫЕ ТЕМПЕРАТУРА-ДАВЛЕНИЕ ПО СТАНДАРТУ (25.4мм типичная стена) ----------------------------------------------------------------------------------------------------- Стандарт/класс | Окружающая среда Разрешить P | 200°C Разрешить P | 300°C Разрешить P | 400°C Разрешить P -------------------+-----------------+---------------+---------------+-------------- API 5L X65 | 15.2 МПа | 13.7 МПа | 12.1 МПа | No data API 5L X52 | 12.4 МПа | 11.2 МПа | 9.8 МПа | No data EN 10217 P265GH | 8.9 МПа | 8.1 МПа | 7.2 МПа | 6.4 MPa EN 10217 P235GH | 7.8 МПа | 7.1 МПа | 6.3 МПа | 5.6 MPa ASTM A252 Gr.3 | Не для давления| Не для прессы | Не для прессы | Not for press Note: Давление рассчитано по DNVGL-ST-F101, расчетный коэффициент 0.72, только для справки ----------------------------------------------------------------------------------------------------- VIII. ТИПИЧНЫЕ ДЕФЕКТЫ ТРУБ LSAW И МЕТОДЫ КОНТРОЛЯ ----------------------------------------------------------------------------------------------------+ Тип дефекта | Расположение | Инспекция | Принятие | Полевой опыт -------------------+------------------+-----------------+-------------------+------------------ Продольная трещина | Сварной центр | ЮТ/РТ | API 5Л/ЕН 10217 | Толстая стена, preheat critical Lack of fusion | Сварной край | ЮТ | Нет индикации | Excessive travel speed Slag inclusion | Внутренний сварной шов | РТ/ЮТ | Длина ≤3 мм | Poor interpass cleaning Porosity | Поверхность сварного шва/внутр. | ВТ/РТ | Одиночный ≤1,5 мм | Влажный флюс, poor shielding Lamellar tearing | Основной металл ЗТВ | ЮТ | Не разрешено | Высокий S, inclusions Expansion cracks | Расширенная зона | ВТ/МПИ | Без трещин | Чрезмерная скорость расширения ----------------------------------------------------------------------------------------------------- IX. СТЕПЕНЬ МЕХАНИЧЕСКОГО РАСШИРЕНИЯ ТРУБ LSAW В ЗАВИСИМОСТИ ОТ ПРОИЗВОДИТЕЛЬНОСТИ ----------------------------------------------------------------------------------------------------- Скорость расширения (%) | Изменение диаметра(мм)| Остаточное напряжение| Усталость прибавляет жизни | Применимость -------------------+--------------------+----------------+-------------------+----------------- 0 (сразу после сварки) | 0 | Высокий | Базовый уровень | Не рекомендуется динамический 0.5% | 4-8 | средний | +15% | Общее назначение 0.8% | 6-12 | Низкий | +30% | Рекомендуемое значение 1.0% | 8-16 | Очень низкий | +40% | Оффшорный/динамичный 1.2% | 10-19 | Чрезвычайно низкий | +45% | Специальный запрос 1.5% | 12-24 | Возможны трещины| Снижаться | Not recommended Recommended expansion rate: 0.8-1.2% (в зависимости от API 5L и опыта эксплуатации) ----------------------------------------------------------------------------------------------------- Х. СТАТИСТИКА СЛУЧАЕВ ОТКАЗОВ НА ПОЛЕВЫХ УСЛОВИЯХ (На основе 200 инциденты за прошлое 10 лет) ----------------------------------------------------------------------------------------------------- Круговая диаграмма классификации причин отказов: ┌─────────────────────┐ │ Welding defects 35%│ ▓▓▓▓▓▓▓▓▓▓▓▓▓▓▓▓▓▓ │ Corrosion 25% │ ▒▒▒▒▒▒▒▒▒▒▒▒ │ Mechanical 15% │ ░░░░░░░ │ Material defect 12%│ ██████ │ Design error 8% │ ████ │ Other 5% │ ██ └─────────────────────┘ Failure Probability by Standard: +----------------+-----------------+-----------------+ | стандарт | Использование трубопровода | Структурное использование | +----------------+-----------------+-----------------+ | API 5L PSL1 | 2.3% (10 год) | Н/Д | | API 5L PSL2 | 0.8% (10 год) | Н/Д | | В 10217 | 1.2% (10 год) | Н/Д | | АСТМ А252 | Н/Д | 3.1% (10 год) | +----------------+-----------------+-----------------+ ----------------------------------------------------------------------------------------------------- XI. КРАТКАЯ СПРАВОЧНАЯ КАРТА ПО ВЫБОРУ ТРУБ LSAW ----------------------------------------------------------------------------------------------------- Тип проекта | Рекомендуемый стандарт | Оценка | Специальный запрос | Бюджетный фактор ---------------------+-----------------+----------------+--------------------------+-------------- Береговой газовый ствол | API 5L PSL2 | Х65-Х70 | ДВТТ, 100% ЮТ | 1.0 (база) Береговой нефтепровод | API 5L PSL1 | Х52-Х60 | 100% ЮТ | 0.85 Подводный трубопровод | API 5L PSL2 | Х65-Х70 | ДВТТ, ИК, ССК, 100% ЮТ | 1.8 Паровая электростанция | В 10217 | P265GH | Высокотемпературное растяжение, 3.1 | 1.3 Химический завод | В 10217 | П235ГХ/П265ГХ | Испытание на удар, 3.1 сертификат | 1.2 Обнаружен морской ветер | АСТМ А252 | Гр.3 | Испытание на удар, КЭ ≤0,42 | 1.1 Портовые морские сваи | АСТМ А252 | Гр.2/Гр.3 | Квадратные концы, прямолинейность| 0.9 Очистка воды | API 5L гр.Б | Гр.Б | стандарт, никаких дополнений | 0.7 ----------------------------------------------------------------------------------------------------- XII. ОБЩИЕ РАСЧЕТНЫЕ ФОРМУЛЫ (На основе практического опыта) ----------------------------------------------------------------------------------------------------- 1. Углеродный эквивалент (ЕКВ) - For Weldability Assessment CEV = C + Мн/6 + (Кр+Мо+В)/5 + (Ni+Cu)/15 Пример: API 5L X65 (С=0,16, Мн=1,45, Кр=0,2, В = 0,2) ЕКВ = 0.16 + 1.45/6 + 0.2/5 + 0.2/15 = 0.16 + 0.242 + 0.04 + 0.013 = 0.455 2. Расчет толщины стены (по API 5L, расчетный коэффициент 0.72) т = (П × Д) / (2 × С × Ф × Т) Где: P = расчетное давление (МПа) D = внешний диаметр (мм) S = заданный минимальный предел текучести (МПа) F = расчетный коэффициент (0.72) T = температурный коэффициент снижения характеристик 3. Гидростатическое испытательное давление (API 5Л) P_test = 2 × С × т / D Hold time: ≥10 секунд 4. Expansion Rate Calculation Expansion % = (Д_после - D_before) / D_before × 100% 5. Обруч Стресс (Тонкая стена) σ_hoop = P × D / (2 × т) ----------------------------------------------------------------------------------------------------- XIII. ИНТЕРПРЕТАЦИЯ МАРКИРОВКИ ТРУБ LSAW ----------------------------------------------------------------------------------------------------- API 5L PSL2 X65Q · OD 914mm · WT 25.4mm · L=12m └────┬────┘└─┬─┘ └─┬─┘ └───┬───┘ └───┬───┘ Standard Grade OD Wall Length EN 10217-2 P265GH · 813 × 20.0 · L=11,8м · 3.1 └──────┬──────┘ └───┬───┘ └───┬───┘ └─┬─┘ Standard Size Length Cert level ASTM A252 Gr.3 · 1067 × 19.1 · L=12.2m · BEV └─────┬─────┘ └───┬───┘ └───┬───┘ └─┬─┘ Standard Size Length Bevel type ----------------------------------------------------------------------------------------------------- XIV. ПАМЯТКА ИНЖЕНЕРА - Распространенные ошибки и решения ----------------------------------------------------------------------------------------------------- ловушка 1: "API 5L PSL1 достаточно хорош для прибрежного трубопровода." → НЕПРАВИЛЬНО - PSL1 не имеет никакого влияния, прибрежная зона ДОЛЖНА иметь PSL2 + impacts Pitfall 2: "ASTM A252 Gr.3 аналогичен API 5L X52." → СОВЕРШЕННО РАЗНЫЕ! A252 не для внутреннего давления, X52 has tight chemistry Pitfall 3: "Сварной шов LSAW слабее основного металла." → ЛОЖЬ - proper LSAW weld strength exceeds base metal Pitfall 4: "Расширение – это просто увеличение размера, не влияет на производительность" → Расширение снимает остаточное напряжение, significantly improves fatigue life Pitfall 5: "В 10217 P265GH можно сваривать без предварительного подогрева." → ЕКВ 0.40 все еще требует предварительного нагрева для толстых сечений ----------------------------------------------------------------------------------------------------- XV. ТАБЛИЦА ЗАВИСИМОСТИ ДАВЛЕНИЯ ОТ ДИАМЕТРА (X65, 25.4мм стены) ----------------------------------------------------------------------------------------------------- давление (МПа) 30 ┼ │ █ 25 ┼ █ █ │ █ █ 20 ┼ █ █ │ █ █ 15 ┼ █ █ │ █ █ 10 ┼ █ █ │ █ █ 5 ┼ █ █ │ █ █ 0 ┼█┴────┴────┴────┴────┴───┴────┴───┴────┴───┴────┴─ 400 500 600 700 800 900 1000 1100 1200 1300 1400 Диаметр (мм) Номинальное давление уменьшается с увеличением диаметра при той же толщине стенки. ----------------------------------------------------------------------------------------------------- XVI. ПРОИЗВОДСТВЕННЫЙ ПРОЦЕСС (ASCII-диаграмма) ----------------------------------------------------------------------------------------------------- Проверка пластин → Подготовка кромок → [Формирование] → Сварка (Идентификатор/ОД) → Expansion → NDT → Hydrotest ↓ ┌─────┴─────┐ JCOE: J→C→O UOE: U→O └─────┬─────┘ ↓ [Механическое расширение 0.8-1.2%] ↓ ┌────────┴────────┐ ↓ ↓ 100% УЗ-шов 100% Hydrotest ↓ ↓ [Рентгенография при необходимости] ↓ ↓ ↓ ┌─┴──────────────────┴─┐ ↓ Final inspection & marking ↓ └────────────────────────┘ ----------------------------------------------------------------------------------------------------- * Данные основаны на API 5L, 46-е издание., В 10217, ASTM A252 и полевые измерения (2025 обновлено) * Эта диаграмма ASCII совместима со всеми платформами. (WordPress/блокнот/электронная почта) * 30 летние записи полевого инженера - corrections and additions welcome =====================================================================================================



Вы должны быть войти в систему чтобы оставить комментарий.