

Процесс производства колен из стальных труб: Комплексное руководство
Отводы стальных труб являются важными компонентами трубопроводных систем., возможность изменения направления внутри трубопровода. Эти фитинги широко используются в таких отраслях, как нефть и газ., нефтехимия, электростанции, и строительство, там, где требуются прочные и надежные соединения для выдерживания высокого давления, температура, и агрессивные среды.
Процесс производства колен из стальных труб является узкоспециализированным., использование различных методов для обеспечения соответствия конечного продукта строгим стандартам качества.. В этой статье представлен подробный обзор процесса изготовления колена из стальной трубы., включая типы локтей, используемые материалы, и технологии, используемые для их производства.
Метод оправки Горячая гибка труб
Изгиб трубы методом экструзии
Изгиб трубы методом горячей штамповки
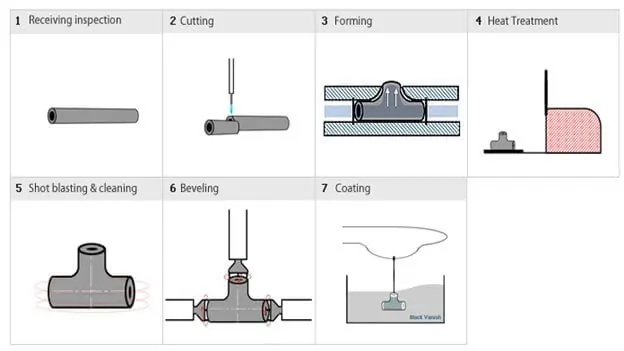
Тройники для труб с гидравлическим выпучиванием
Что такое колена из стальных труб?
Колено стальной трубы — это трубный фитинг, позволяющий изменять направление трубопроводной системы.. Эти колена обычно доступны под разными углами., такой как 90 градусов, 45 градусов, и 180 градусов, для соответствия различным схемам трубопроводов. Их классифицируют по радиусу кривизны., материал, и способ изготовления.
Типы колен из стальных труб
Отводы для стальных труб можно разделить на следующие типы в зависимости от их конструкции и применения.:
- Короткий радиус (СР) локти:
- Радиус кривизны равен диаметру трубы. (1D).
- Используется в ограниченном пространстве, где требуется компактная планировка..
- Обычно используется в системах низкого давления..
- Длинный радиус (ЛР) локти:
- Радиус кривизны 1.5 раз диаметр трубы (1.5D).
- Предпочтительно в системах с высоким давлением и расходом..
- Уменьшает трение и потерю давления..
- Уменьшение локтей:
- Предназначен для соединения труб разного диаметра..
- Используется в системах, где требуется постепенное снижение расхода..
- Пользовательские локти:
- Изготовлено для конкретных применений с уникальными углами и размерами..
Материалы, используемые в коленях стальных труб
Отводы из стальных труб изготавливаются из различных материалов., в зависимости от применения и условий эксплуатации. Общие материалы включают в себя:
- Углеродистая сталь: Используется в приложениях общего назначения с умеренным давлением и температурой..
- Нержавеющая сталь: Предпочтительно для агрессивных сред и высокотемпературных применений..
- Легированная сталь: Используется в системах высокого давления и высокой температуры., такие как электростанции и нефтеперерабатывающие заводы.
- Дуплекс из нержавеющей стали: Обеспечивает отличную коррозионную стойкость и прочность., подходит для морской и химической промышленности.
Процессы производства коленей из стальных труб
Производство отводов стальных труб включает в себя несколько специализированных процессов, обеспечивающих соответствие продукта требуемым характеристикам прочности., долговечность, и точность размеров. Ниже приведены основные методы, используемые при производстве колен из стальных труб.:
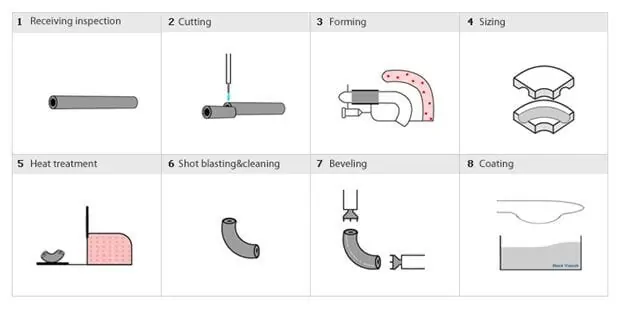
1. Метод оправки (Процесс горячего формования)
Метод оправки, также известный как процесс горячей штамповки, является одним из наиболее распространенных методов изготовления колен из стальных труб.. Этот процесс включает в себя нагрев стальной трубы и придание ей колена с помощью оправки и матрицы..
Этапы метода оправки:
- Резка трубы:
- Прямая стальная труба отрезается до необходимой длины., в зависимости от размера изготавливаемого колена.
- Обогрев:
- Труба нагревается в печи до высокой температуры. (обычно между 900°C и 1100°C) сделать его податливым.
- Формирование:
- Нагретая труба помещается в матрицу и с помощью оправки формируется колено.. Оправка обеспечивает сохранение круглого сечения трубы во время гибки..
- Охлаждение:
- Сформированное колено медленно охлаждается для снятия внутренних напряжений и сохранения структурной целостности..
- Обрезка и снятие фасок:
- Лишний материал обрезается, а концы колена скошены для подготовки к сварке.
- Термическая обработка:
- Локоть подвергается термической обработке для улучшения его механических свойств., такие как сила и выносливость.
- Проверка и тестирование:
- Готовое колено проверяется на точность размеров., дефекты поверхности, и механические свойства. Неразрушающий контроль (неразрушающий контроль) методы, такие как ультразвуковой контроль или рентгенографический контроль, часто используются.
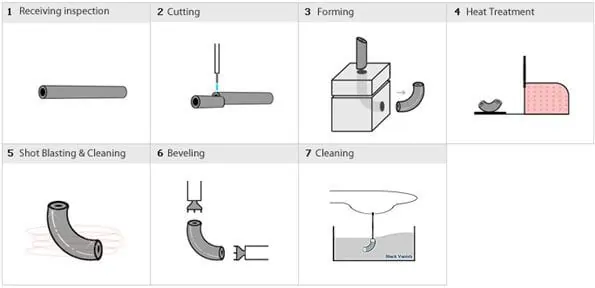
2. Процесс холодной штамповки
Процесс холодной штамповки используется для изготовления колен меньшего диаметра и включает формование стальной трубы при комнатной температуре.. Этот метод менее распространен, чем процесс горячей штамповки, но подходит для применений, где не требуется термическая обработка..
Этапы процесса холодной штамповки:
- Резка трубы:
- Прямая стальная труба отрезается до необходимой длины..
- Формирование:
- Труба помещается в гидравлический пресс или гибочную машину и с помощью штампа формируется колено..
- Обрезка и снятие фасок:
- Концы колена обрезаны и скошены для сварки..
- Инспекция:
- Колено проверяется на точность размеров и качество поверхности..
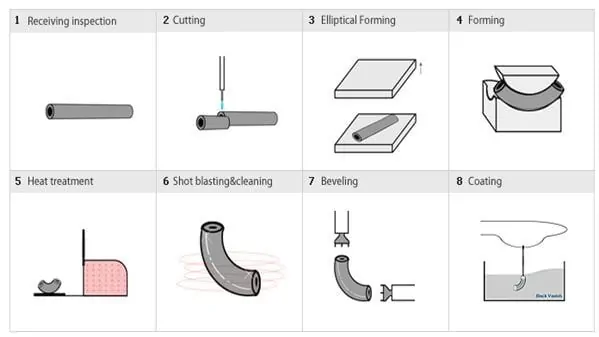
3. Производство сварных колен
В этом методе, стальные пластины или листы используются для изготовления колен. Пластины разрезаны., свернутый, и сварены для придания желаемой формы. Этот процесс обычно используется для отводов большого диаметра..
Этапы производства сварного колена:
- Резка стальной пластины:
- Стальной пластине вырезается определенная форма в зависимости от размеров колена..
- Роллинг:
- Пластина раскатывается до цилиндрической формы на прокатном станке..
- сварка:
- Края прокатанного листа сваривают между собой, образуя трубу..
- Формирование:
- Сварной трубе придают колено с помощью штампа или пресса..
- Термическая обработка:
- Локоть подвергается термической обработке для улучшения его механических свойств..
- Проверка и тестирование:
- Сварной шов проверяется на наличие дефектов методами неразрушающего контроля..
4. Метод экструзии
Метод экструзии используется для изготовления бесшовных колен путем выдавливания твердой заготовки желаемой формы.. Этот процесс подходит для применений с высоким давлением и позволяет получить отводы с превосходными механическими свойствами..
Этапы метода экструзии:
- Нагрев заготовки:
- Твердая стальная заготовка нагревается до высокой температуры..
- Пирсинг:
- Заготовка протыкается для создания полой трубки..
- Экструзия:
- Полая трубка выдавливается через матрицу, образуя колено..
- Термическая обработка:
- Локоть подвергается термической обработке для повышения его прочности и прочности..
- Инспекция:
- Готовое колено проверяется на качество и точность размеров..
5. Метод изгиба нажатием
Метод гибки нажимом — это экономически эффективный процесс, используемый для изготовления колен с постоянной толщиной стенки.. Этот метод включает в себя проталкивание стальной трубы через матрицу для придания ей желаемой формы..
Этапы метода изгиба нажимом:
- Резка трубы:
- Прямая стальная труба отрезается до необходимой длины..
- Обогрев:
- Трубу нагревают, чтобы сделать ее податливой..
- Толкать:
- Нагретая труба проталкивается через матрицу, образуя колено..
- Охлаждение:
- Локоть медленно охлаждается для снятия внутренних напряжений..
- Инспекция:
- Локоть проверяется на качество и точность размеров..
Контроль качества при производстве коленей из стальных труб
Для обеспечения надежности и производительности отводов стальных труб., строгие меры контроля качества реализуются на протяжении всего производственного процесса. Эти меры включают:
- Проверка размеров: Проверка размеров колена, например, радиус, угол, и толщина стенки.
- Неразрушающий контроль (неразрушающий контроль): Использование таких методов, как ультразвуковой контроль., рентгенографическое исследование, и магнитопорошковое тестирование для обнаружения внутренних и поверхностных дефектов..
- Механические испытания: Проведение тестов для оценки силы локтя., прочность, и твердость.
- Гидростатические испытания: Проверка способности локтя выдерживать внутреннее давление без утечек и деформации..
Стол: Сравнение методов изготовления колен из стальных труб
| Способ производства | Ключевые особенности | Приложения | Преимущества | Недостатки |
|---|---|---|---|---|
| Метод оправки | Процесс горячей штамповки с использованием оправки и матрицы. | Системы высокого давления и высокой температуры | Высокая прочность, однородная структура | Требует термической обработки, более высокая стоимость |
| Холодная штамповка | Формирование при комнатной температуре | Отводы малого диаметра | Экономичный, не требуется термическая обработка | Ограничено меньшими размерами |
| Сварное колено | Изготовлен из стальных пластин или листов. | Отводы большого диаметра | Подходит для больших размеров, экономически эффективный | Сварной шов может быть слабым местом |
| Метод экструзии | Отводы бесшовные из цельных заготовок | Приложения высокого давления | Бесшовный, отличные механические свойства | Дорогой, ограниченный размерный ряд |
| Толкающий изгиб | Труба, пропущенная через матрицу | Приложения общего назначения | Постоянная толщина стенок, экономически эффективный | Ограничено стандартными размерами и углами. |
Заключение
Процесс производства колен из стальных труб — это узкоспециализированная и точная операция, обеспечивающая соответствие этих важнейших компонентов требованиям различных отраслей промышленности.. Производится ли методом оправки, холодная штамповка, сварка, экструзия, или надавить на изгиб, каждый метод имеет свои уникальные преимущества и подходит для конкретных применений..
Понимая различные производственные процессы и их характеристики, Вы можете выбрать правильный тип колена стальной трубы для вашего проекта, обеспечение оптимальной производительности, долговечность, и экономическая эффективность.



Вы должны быть войти в систему чтобы оставить комментарий.