

Процес виготовлення колін сталевих труб: Вичерпний посібник
Коліна сталевих труб є важливими компонентами в системах трубопроводів, допускаючи зміни напрямку всередині трубопроводу. Ці фітинги широко використовуються в таких галузях, як нафтова і газова, нафтохімія, електростанції, і будівництво, де потрібні міцні та надійні з’єднання для роботи з високим тиском, температура, і корозійні середовища.
Процес виготовлення колін сталевих труб є вузькоспеціалізованим, використовуючи різні методи для забезпечення відповідності кінцевого продукту суворим стандартам якості. У цій статті наведено детальний огляд процесу виготовлення коліна для сталевих труб, включаючи типи ліктів, використовувані матеріали, і технології, які використовуються для їх виготовлення.
Згинання труб методом гарячого формування
Метод екструзії
Згин труб методом гарячого формування
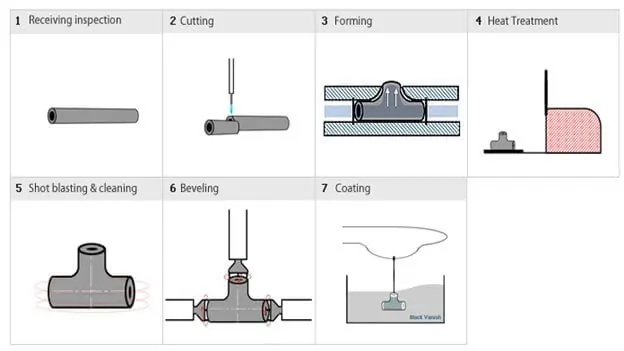
Трубні трійники з гідравлічним методом випучування
Що таке коліна сталевих труб?
Коліно для сталевої труби — це фітинг, який дозволяє змінювати напрямок у системі трубопроводів. Ці лікті зазвичай доступні під різними кутами, як от 90 градусів, 45 градусів, і 180 градусів, щоб відповідати різним схемам трубопроводів. Вони класифікуються за радіусом кривизни, матеріал, і спосіб виготовлення.
Типи колін сталевих труб
Коліна сталевих труб можна розділити на наступні типи на основі їх конструкції та застосування:
- Короткий радіус (SR) Лікті:
- Радіус кривизни дорівнює діаметру труби (1D).
- Використовується в тісних приміщеннях, де потрібні компактні планування.
- Часто зустрічається в системах низького тиску.
- Довгий радіус (LR) Лікті:
- Радіус кривизни становить 1.5 помножити на діаметр труби (1.5D).
- Перевага в системах з високим тиском і витратою.
- Зменшує тертя і втрату тиску.
- Зменшення ліктів:
- Призначений для з'єднання труб різного діаметру.
- Використовується в системах, де потрібне поступове зниження витрати.
- Колінця на замовлення:
- Виготовляється для конкретних застосувань з унікальними кутами або розмірами.
Матеріали, що використовуються в колінах сталевих труб
Сталеві коліна виготовляються з різних матеріалів, в залежності від застосування та умов експлуатації. Загальні матеріали включають:
- Вуглецева сталь: Використовується для застосування загального призначення з помірним тиском і температурою.
- Нержавіюча сталь: Переважний для корозійних середовищ і високотемпературних застосувань.
- Легована сталь: Використовується в системах високого тиску і високих температур, такі як електростанції та нафтопереробні заводи.
- Дуплекс з нержавіючої сталі: Забезпечує чудову стійкість до корозії та міцність, підходить для морської та хімічної промисловості.
Процеси виробництва колін сталевих труб
Виробництво колін сталевих труб включає кілька спеціалізованих процесів, щоб забезпечити відповідність продукту необхідним специфікаціям щодо міцності, довговічність, і точність розмірів. Нижче наведено основні методи, які використовуються у виробництві колін сталевих труб:
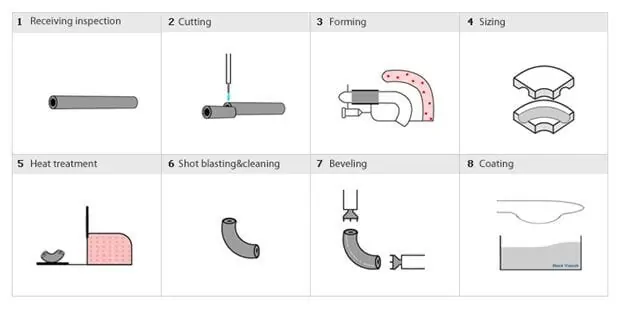
1. Метод оправки (Процес гарячого формування)
Метод оправлення, також відомий як процес гарячого формування, є одним з найпоширеніших способів виготовлення колін сталевих труб. Цей процес передбачає нагрівання сталевої труби та формування з неї коліна за допомогою оправки та матриці.
Етапи методу оправки:
- Розрізання труби:
- Пряма сталева труба нарізається необхідної довжини, залежно від розміру ліктя, яке буде виготовлено.
- Опалення:
- Труба нагрівається в печі до високої температури (зазвичай між 900°C і 1100°C) щоб зробити його пластичним.
- Формування:
- Нагріту трубу поміщають у матрицю та формують коліно за допомогою оправки. Оправка забезпечує збереження круглого поперечного перерізу труби під час згинання.
- Охолодження:
- Сформоване коліно повільно охолоджується, щоб зняти внутрішні напруги та зберегти структурну цілісність.
- Обрізка та фаска:
- Надлишки матеріалу обрізають, а кінці ліктя скошені, щоб підготувати їх до зварювання.
- Термічна обробка:
- Коліно проходить термічну обробку для поліпшення його механічних властивостей, таких як міцність і міцність.
- Перевірка та тестування:
- Готове коліно перевіряється на точність розмірів, дефекти поверхні, і механічні властивості. Неруйнівний контроль (НК) методи, такі як ультразвукове дослідження або радіографічне дослідження, часто використовуються.
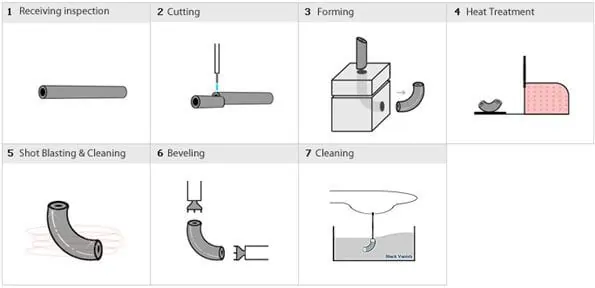
2. Процес холодного формування
Процес холодного формування використовується для виготовлення колін меншого діаметру та передбачає формування сталевої труби при кімнатній температурі. Цей метод менш поширений, ніж процес гарячого формування, але підходить для застосувань, де термічна обробка не потрібна.
Етапи процесу холодного формування:
- Розрізання труби:
- Пряма сталева труба нарізається необхідної довжини.
- Формування:
- Трубу поміщають у гідравлічний прес або згинальний верстат і формують коліно за допомогою матриці.
- Обрізка та фаска:
- Кінці коліна обрізають і скошують для зварювання.
- Огляд:
- Коліно перевіряється на точність розмірів і якість поверхні.
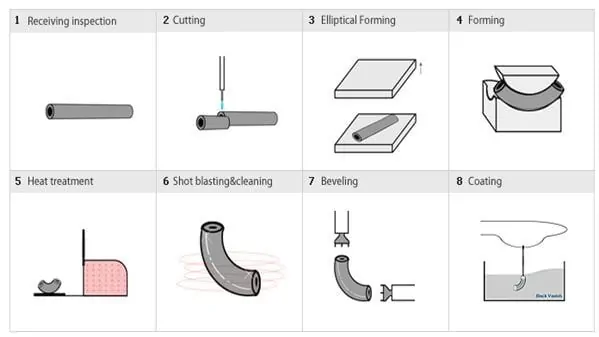
3. Виробництво зварних колін
У цьому методі, для виготовлення колін використовуються сталеві пластини або листи. Пластини нарізаються, рулонний, і зварюють для формування потрібної форми. Цей процес зазвичай використовується для ліктів великого діаметру.
Етапи виробництва зварних колін:
- Різання сталевої пластини:
- Сталева пластина вирізається в певну форму відповідно до розмірів ліктя.
- Прокатка:
- Плита розкочується в циліндричну форму за допомогою прокатної машини.
- зварювання:
- Краї прокату плити зварюють між собою, утворюючи трубу.
- Формування:
- Зварену трубу формують у коліно за допомогою матриці або преса.
- Термічна обробка:
- Коліно проходить термічну обробку для поліпшення його механічних властивостей.
- Перевірка та тестування:
- Зварний шов перевіряють на наявність дефектів методами неруйнівного контролю.
4. Метод екструзії
Метод екструзії використовується для виготовлення безшовних колін шляхом видавлювання суцільної заготовки необхідної форми. Цей процес підходить для застосувань під високим тиском і створює коліна з чудовими механічними властивостями.
Етапи методу екструзії:
- Нагрівання заготовки:
- Тверду сталеву заготовку нагрівають до високої температури.
- Пірсинг:
- Заготівлю проколюють для створення порожнистої труби.
- Екструзія:
- Порожнисту трубку видавлюють через головку, щоб утворити коліно.
- Термічна обробка:
- Лікоть проходить термічну обробку для підвищення його міцності та міцності.
- Огляд:
- Готове коліно перевіряється на якість і точність розмірів.
5. Метод виштовхування
Метод згинання Push є економічно ефективним процесом, який використовується для виготовлення колін з постійною товщиною стінки. Цей метод передбачає проштовхування сталевої труби через матрицю для формування потрібної форми.
Етапи методу Push Bending:
- Розрізання труби:
- Пряма сталева труба нарізається необхідної довжини.
- Опалення:
- Трубу нагрівають, щоб зробити її пластичною.
- штовхання:
- Нагріта труба проштовхується через матрицю для формування коліна.
- Охолодження:
- Лікоть повільно охолоджується, щоб зняти внутрішні напруги.
- Огляд:
- Коліно перевіряється на якість і точність розмірів.
Контроль якості у виробництві колін сталевих труб
Для забезпечення надійності та продуктивності колін сталевих труб, суворий контроль якості здійснюється протягом усього процесу виробництва. Ці заходи включають:
- Перевірка розмірів: Перевірка розмірів ліктя, наприклад радіус, кут, і товщина стінки.
- Неруйнівний контроль (НК): Використання таких методів, як ультразвукове дослідження, рентгенографічне дослідження, і магнітно-порошковий тест для виявлення внутрішніх і поверхневих дефектів.
- Механічні випробування: Проведення тестів для оцінки міцності ліктя, міцність, і твердість.
- Гідростатичні випробування: Перевірка здатності ліктя витримувати внутрішній тиск без протікання або деформації.
Таблиця: Порівняння методів виробництва колін сталевих труб
| спосіб виробництва | Ключові характеристики | Додатки | переваги | Недоліки |
|---|---|---|---|---|
| Метод оправки | Процес гарячого формування за допомогою оправки та матриці | Системи високого тиску і високої температури | Висока міцність, однорідна структура | Вимагає термічної обробки, більш висока вартість |
| Холодне формування | Формування при кімнатній температурі | Лікті малого діаметра | Економічно вигідний, не потребує термічної обробки | Обмежено меншими розмірами |
| Зварний коліно | Виготовляється зі сталевих пластин або листів | Лікті великого діаметру | Підходить для великих розмірів, економічно ефективний | Слабким місцем може бути зварний шов |
| Метод екструзії | Безшовні коліна з цільної заготовки | Застосування під високим тиском | Безшовні, відмінні механічні властивості | Дорого, обмежений діапазон розмірів |
| Push Bending | Труба проштовхнута через матрицю | Програми загального призначення | Постійна товщина стінок, економічно ефективний | Обмежено стандартними розмірами та кутами |
Висновок
Процес виробництва колін сталевих труб — це вузькоспеціалізована та точна операція, яка забезпечує відповідність цих критичних компонентів вимогам різних галузей промисловості.. Виготовляється методом оправлення, холодне формування, зварювання, екструзія, або поштовх згинання, кожен метод має свої унікальні переваги та підходить для конкретних застосувань.
Розуміючи різні виробничі процеси та їхні характеристики, ви можете вибрати відповідний тип коліна сталевої труби для вашого проекту, забезпечення оптимальної продуктивності, довговічність, і економічна ефективність.


Ви повинні бути увійти в систему щоб залишити коментар.