


API5L, IN 10217, Tubo in acciaio ASTM A252 LSAW
▸ Contenuti – Fare clic per saltare
- io. Introduzione – Perché LSAW e questi standard sono importanti
- Cos'è il tubo d'acciaio LSAW? (E perché non è ERW)
- Metodi di formatura LSAW – JCOE, Sposarsi, RBE
- Ii. Tubo API 5L LSAW – Olio & Trasmissione del gas
- Iii. IN 10217 Tubo LSAW – Tubazione a pressione & PED
- IV. Tubi ASTM A252 LSAW – Palificazioni & Fondazioni offshore
- V. LSAW vs ERW vs Spirale – Quando specificare LSAW
- Vi. Garanzia di qualità LSAW: non facoltativa
- Vii. Casi di guasto sul campo & Lezioni apprese
- Viii. Linee guida per la selezione: quale standard per il tuo lavoro?
- IX. Riepilogo & Pensieri conclusivi
io. Introduzione – Perché LSAW e questi standard sono importanti
Lavoro nel settore dei tubi d'acciaio dal 1987: ho iniziato come operaio in un piccolo stabilimento ERW nello Shandong, è passato al controllo qualità, e negli ultimi venticinque anni sono stato consulente sul campo sulle condutture, piattaforme offshore, e pesanti progetti civili in sei continenti. Se c'è una cosa che ho imparato, è che le specifiche dei tubi non sono qualcosa che fai da una scrivania. Ho visto progetti da miliardi di dollari ritardati perché qualcuno ha scelto lo standard sbagliato. Ho visto saldature rompersi sul campo perché la chimica dell'acciaio non corrispondeva alla procedura. E ho visto pali di tubi crollare in installazioni offshore perché le tolleranze dimensionali non erano adatte alle condizioni di guida. Questo articolo riguarda tre dei più importanti standard per tubi LSAW che incontrerai: API5L (il cavallo di battaglia del petrolio e del gas), IN 10217 (lo standard europeo per le tubazioni in pressione), e ASTM A252 (il punto di riferimento per palificazioni e fondazioni). Ognuno ha la sua storia, i propri requisiti chimici e di test, e il suo punto debole nel mondo reale. Li confronterò non solo sulla carta, ma in base a ciò che ho visto sul campo, il buono, il cattivo, e il brutto. Parleremo dei metodi di formatura: JOE, Sposarsi, RBE e perché sono importanti. Parleremo di quando LSAW è l'unica scelta (suggerimento: quando l'OD è finito 24 pollici o a parete 20 mm). E affronteremo alcuni fallimenti su cui ho indagato, così puoi evitare gli stessi errori. Sarà una cosa lunga, giro dettagliato, ma se continui così, ne uscirai con una comprensione pratica che nessun libro di testo può darti.
Cos'è il tubo d'acciaio LSAW? (E perché non è ERW)
LSAW sta per Saldatura ad arco sommerso longitudinale. È realizzato in lamiera d'acciaio, non bobina. Questa è la prima grande differenza rispetto a ERW (Resistenza elettrica saldata) tubo. La piastra viene formata a freddo in un cilindro, utilizzando una pressa o rulli, e quindi saldata lungo la giunzione mediante saldatura ad arco sommerso, sia dentro che fuori. Il processo ad arco sommerso utilizza un flusso granulare che copre l'arco di saldatura, proteggendolo dalla contaminazione e consentendo tassi di deposizione molto elevati. Il risultato è una saldatura forte, duttile, e completamente fuso. Ma LSAW non è solo un processo; è una famiglia. La piastra può essere formata da JCOE (pressatura incrementale in una J, poi C, poi O forma, seguita da espansione meccanica), Sposarsi (Premere U, O-premi, Espandere), o RBE (piegatura a tre rulli). Ognuno ha i suoi vantaggi e le quantità di ordine economico. Ma il punto chiave è: LSAW risolve due limitazioni fondamentali di ERW. Primo, L'ERW ha un diametro limitato, commercialmente, raramente vedi ERW sopra 24 inches (610 mm). LSAW arriva fino a 64 inches (1626 mm) o anche più grande. Secondo, Lo spessore della parete ERW è limitato dallo spessore della bobina, in genere max 20 mm per i gradi commerciali. LSAW, utilizzando la piastra, può andare a 60 mm, 80 mm, Anche 120 mm per applicazioni specializzate. Quindi, quando il tuo progetto richiede un diametro grande, muro spesso, o entrambi, LSAW è l'unico gioco in città. E perché la saldatura viene effettuata con arco sommerso, è intrinsecamente più robusto dell'ERW per il caricamento dinamico, servizio aspro, e applicazioni offshore. Ho visto tubi ERW cedere per fatica nelle installazioni offshore; LSAW, fatto correttamente, regge. Questo non vuol dire che l'ERW sia negativo, è ottimo per diametri più piccoli e pressioni più basse, ma quando si passa a tubi di grandi dimensioni, passi a LSAW.
Metodi di formatura LSAW – JCOE, Sposarsi, RBE
Analizziamo i metodi di formazione, perché non sono intercambiabili. JCOE è il più comune per le produzioni medie. La piastra viene pressata in modo incrementale, prima a forma di J, poi una C, quindi una O, utilizzando una serie di colpi di pressione. Quindi la cucitura viene saldata, ed infine il tubo viene espanso meccanicamente (il “E” nel JCOE) per ottenere rotondità precisa e stabilità dimensionale. JCOE è flessibile; puoi fare i diametri da 406 mm a 1626 mm, muri fino a 60 mm, e quantità da 100 A 1000 tonnellate in termini economici. UOE sta per volume elevato, produzione di grande diametro. La piastra viene prima pressata a forma di U, poi a forma di O in un enorme dado, poi saldato, poi ampliato. L'UOE è efficiente per gli investimenti 1000 tonnellate, ma gli strumenti sono costosi e i cambi sono lenti. Vedrai l'UOE utilizzato per importanti progetti di pipeline, come il 1422 tubazioni di diametro mm in Russia o Cina. RBE (piegatura a tre rulli) è il più semplice: la lastra viene fatta passare attraverso tre rulli che la piegano gradualmente fino a formare un cilindro. Va bene per piccole quantità (50-300 tonnellate) e diametri molto grandi (fino a 3 metri o più), ma la rotondità non è precisa come JCOE o UOE senza espansione. Nel campo, Li ho visti tutti e tre. Per un recente progetto eolico offshore a Taiwan, abbiamo usato JCOE per 2,000 tonnellate di 1,200 pali di diametro mm. Le tolleranze erano strette, e il processo JCOE è stato consegnato. Per un gasdotto in Australia, il mulino utilizzava UOE per 100 km dell'X70 da 36 pollici. La velocità di produzione è stata impressionante. La chiave è abbinare il processo al progetto. E non dimenticare la fase di espansione: è fondamentale. Espansione meccanica (in genere 0.8-1.2% deformazione diametrale) non solo dimensiona il tubo ma allevia anche la tensione della saldatura e migliora la resistenza alla fatica. Ho visto tubi che saltavano l'espansione e presentavano problemi di ovalizzazione durante la saldatura sul campo. Quindi specificare sempre “ampliato” LSAW per servizi critici.

Ii. Tubo API 5L LSAW – Olio & Trasmissione del gas
API 5L è la bibbia per gli oleodotti e i gasdotti. Copre sia i tubi senza saldatura che quelli saldati, e LSAW ne è una parte importante. Lo standard è diviso in PSL1 e PSL2 (Livelli di specifica del prodotto). PSL1 è il livello base, adeguato per molte condotte onshore. PSL2 aggiunge requisiti più severi: limiti chimici più severi, test di impatto obbligatori, e controlli non distruttivi più rigorosi. Per LSAW, PSL2 in genere richiede 100% ispezione ultrasonica del cordone di saldatura, che è un punto di svolta per l'affidabilità. I gradi vanno dal Gr.B (il vecchio cavallo di battaglia) fino a X80 (555 Resa MPa) e anche più alto. X70 e X80 sono comuni nella trasmissione di gas ad alta pressione. Ma ecco il punto: i gradi più alti richiedono maggiore attenzione nella saldatura e nella formatura. Ho visto tubi X70 LSAW rompersi sul campo perché la procedura di saldatura non teneva conto dell'equivalente di carbonio più elevato. La formula del carbonio equivalente (CE) nell'API 5L è CE = C + Mn/6 + (Cr+Mo+V)/5 + (Ni+Cu)/15. Per X70, CE può esserlo 0.40-0.45, il che significa che spesso è necessario il preriscaldamento. Un altro fattore critico: DWTT (Test di caduta del peso allo strappo) per X65 e versioni successive, per garantire la resistenza alla frattura fragile. Ho indagato su un guasto in una linea del gas X65 in Medio Oriente dove i valori DWTT erano marginali, e si scatenò una crepa 30 metri. Pertanto, quando specifichi API 5L LSAW, devi conoscere il tuo livello PSL, il tuo voto, e le tue esigenze supplementari, come il servizio aspro (NACEMR0175) o condizioni offshore. Lo standard consente molte opzioni, e sta a te scegliere quelli giusti. In termini di dimensioni, API 5L LSAW copre in genere il diametro esterno da 406 mm a 1626 mm, pareti da 6 mm a 60 mm. Per taglie più grandi, potrebbe essere necessario passare all'API 2B per le strutture offshore. Ma per la maggior parte degli oleodotti, API 5L LSAW è l'impostazione predefinita. Ed è un buon valore predefinito, se lo specifichi correttamente.
| Grado | Snervamento (min, MPa) | Trazione (min, MPa) | Applicazioni tipiche |
|---|---|---|---|
| Gr.B | 241 | 414 | Raccolta a bassa pressione, acqua |
| X42 | 290 | 414 | Tubazioni in acciaio dolce |
| X52 | 359 | 455 | Comune per la media pressione |
| X60 | 414 | 517 | Trasmissione del gas |
| X65 | 448 | 531 | Gas ad alta pressione, al largo |
| X70 | 483 | 565 | A lunga distanza, alta pressione |
| X80 | 552 | 621 | Alta pressione estrema |
Iii. IN 10217 Tubo LSAW – Tubazione a pressione & PED
IN 10217 è lo standard europeo per i tubi di acciaio saldati per scopi a pressione. È diviso in più parti; per LSAW, stiamo parlando di EN 10217-2 (acciai legati e non legati con proprietà specifiche a temperature elevate) e EN 10217-3 (acciai legati a grano fine). I gradi che vedrai più spesso sono P235GH, P265GH, e per una maggiore resistenza, S355J2H. Questi sono utilizzati nelle centrali elettriche, impianti chimici, e sistemi di pressione industriali. La grande differenza rispetto all'API 5L è l'approccio ai test e alla certificazione. IN 10217 in genere richiede EN 10204 3.1 certificazione: ciò significa che lo stabilimento fornisce un certificato di ispezione con i risultati dei test, ed è verificato da un ispettore indipendente. Si tratta di un livello di tracciabilità più elevato rispetto all’API 5L PSL1, e paragonabile a PSL2. Anche, la chimica è ottimizzata per i recipienti a pressione: carbonio inferiore, residui controllati. P235GH, per esempio, ha un massimo di C 0.16%, che lo rende molto saldabile. Ho utilizzato P265GH LSAW per le linee del vapore in una centrale elettrica in Germania: la saldatura è avvenuta senza intoppi, e il tubo è stato in servizio per 15 anni senza problemi. Un altro punto chiave: IN 10217 include i requisiti per le proprietà a temperatura elevata, come il carico di snervamento a 300°C. Questo è fondamentale per le applicazioni nelle centrali elettriche. API 5L non ti fornisce questi dati. Quindi, se stai progettando per alte temperature, IN 10217 è la scelta migliore. Le dimensioni si sovrappongono a API 5L—OD fino a 1626 mm, muri fino a 60 mm, ma le designazioni dei gradi sono diverse. Una trappola che ho visto: qualcuno ha specificato EN 10217 tubo ma poi ho provato a saldarlo utilizzando una procedura API 5L. Le chimiche sono simili ma non identiche, e i requisiti di apporto di calore possono differire. Qualificare sempre la procedura di saldatura per lo standard specifico. In termini di mercato, IN 10217 domina in Europa ed è comune nei progetti finanziati dalle banche europee. Fuori Europa, è meno comune, ma lo vedrai nei progetti energetici e chimici in cui vengono specificati gli standard europei. Per un progetto in Medio Oriente, abbiamo usato EN 10217 LSAW per un impianto di desalinizzazione perché il cliente era tedesco. Ha funzionato bene, ma dovevamo istruire i saldatori locali sui requisiti di certificazione. Quindi se stai specificando EN 10217, assicurati che la tua catena di fornitura comprenda la documentazione.
| Grado | Snervamento (min, MPa) | Trazione (MPa) | Applicazioni tipiche |
|---|---|---|---|
| P235GH | 235 | 360-500 | Caldaie, recipienti a pressione, temperatura moderata |
| P265GH | 265 | 410-570 | Parti di pressione ad alta resistenza |
| S355J2H | 355 | 470-630 | Pressione strutturale, bassa temperatura |
IV. Tubi ASTM A252 LSAW – Palificazioni & Fondazioni offshore
ASTM A252 è lo standard per i pali di tubi in acciaio saldati. È un mondo diverso dalle condutture o dalle tubazioni in pressione. Qui, il tubo viene conficcato nel terreno per sostenere le fondamenta degli edifici, ponti, turbine eoliche offshore, e strutture marine. I voti sono Gr.2 e Gr.3 (Gr.1 è obsoleto). Gr.2 ha una resa minima di 240 MPa, trazione 414 MPa; Il Gr.3 è 310 Resa MPa, 455 MPa a trazione. La chimica è meno restrittiva di API 5L o EN 10217 perché il tubo non trasporta la pressione interna, ma trasporta carichi assiali e di flessione provenienti dalla struttura. Ma ciò non significa che la qualità sia meno importante. Infatti, i tubi di palificazione affrontano condizioni brutali durante la guida: carichi d'impatto dei martelli, potenziale instabilità, e corrosione nel terreno. Ho visto pali crollare perché l'acciaio era troppo fragile per le condizioni di guida. In un progetto in Vietnam, abbiamo utilizzato pali LSAW A252 Gr.3 per un'estensione del porto. I primi pali si sono rotti durante la guida. L’indagine ha dimostrato che l’equivalente di carbonio era elevato (0.48) e la tenacità era bassa. Siamo passati a una manche con rolling controllato e CE inferiore, e il problema si è risolto. Quindi, anche se A252 non richiede test di impatto, Lo consiglio per una guida dinamica, soprattutto nei climi freddi. Un altro punto chiave: tolleranze dimensionali. Per palificazione, è necessario uno stretto controllo sulla rettilineità e sull'ovalizzazione per evitare intoppi durante la guida. A252 consente ±1% sul diametro, che è adeguato, ma per il lavoro offshore spesso specifico tolleranze più strette. Anche, le estremità devono essere quadrate per le giunzioni di saldatura. Ho visto pile con smussi che erano fuori posto 3 mm, causando incubi di adattamento. Quindi quando ordini A252 LSAW, prestare attenzione alla preparazione finale. Il metodo di formatura è solitamente JCOE o RBE. L'UOE è eccessivo per l'accatastamento. E lo spessore della parete può essere notevole, fino a 60 mm o più per pali offshore di grande diametro. In termini di applicazioni, A252 LSAW viene utilizzato per fondazioni di edifici onshore, piloni del ponte, terminali marittimi, e sempre più per le fondazioni eoliche offshore. I monopali per le turbine eoliche sono enormi: fino a 10 metri di diametro e spesso sono realizzati in lamiera, non dal tubo, ma per monopali più piccoli (fino a 3 metri), A252 LSAW è comune. Ho lavorato su progetti eolici offshore nel Mare del Nord e nello Stretto di Taiwan, e le pile sono fondamentali per l'intera struttura. Quindi non trattare A252 come un “a bassa tecnologia” standard: a suo modo è altrettanto impegnativo quanto gli standard delle pipeline.
| Grado | Snervamento (min, MPa) | Trazione (min, MPa) | Applicazioni tipiche |
|---|---|---|---|
| Gr.2 | 240 | 414 | Fondazioni di edifici a terra, carichi moderati |
| Gr.3 | 310 | 455 | Fondazioni pesanti, al largo, marino |
V. LSAW vs ERW vs Spirale – Quando specificare LSAW
Questa è una domanda che ricevo in ogni progetto. La risposta breve: quando l'OD è finito 24 inches, o il muro è finito 20 mm, o hai bisogno 100% UT della saldatura, o sei in servizio offshore/dinamico. Analizziamolo. ERW è ottimo per diametri più piccoli e pareti più sottili. È più economico, Più veloce, e ampiamente disponibile. Ma ERW ha dei limiti: la saldatura viene eseguita senza metallo d'apporto, quindi è suscettibile alla mancanza di difetti di fusione. E non puoi 100% UT la saldatura facilmente grazie alla geometria della bobina. Per condutture, ERW va bene fino a X65 se si seguono buone pratiche di lavorazione. Ho visto le linee ERW l'ultima volta 40 anni. Ma per l'offshore, dove la fatica è fondamentale, LSAW è preferibile perché la saldatura è più resistente e più ispezionabile. Spirale (SAW) è un'altra opzione per i diametri grandi. È realizzato saldando a spirale una bobina, quindi può arrivare a grandi diametri con pareti sottili. Ma la saldatura a spirale è più lunga, e la direzione dello stress è complicata. Per carichi statici, la spirale può essere conveniente. Ma per servizio dinamico o ad alta pressione, LSAW è migliore. Ho visto tubi a spirale cedere per fatica in corrispondenza della saldatura perché lo stress era perpendicolare alla saldatura. Quindi la mia regola: per il trasporto di petrolio e gas, al largo, alta pressione, o servizio aspro, specificare LSAW. Per linee d'acqua, gas a bassa pressione, o applicazioni strutturali, la spirale può essere accettabile. E per i diametri inferiori 24 inches, ERW è solitamente il più economico. Ecco una tabella dai miei appunti sul campo:
| Condizione | ACRI | LSAW | Spirale (SAW) |
|---|---|---|---|
| OD > 24″ (610 mm) | Non vitale | Ottimale | Possibile |
| Parete > 20 mm | Non vitale | Ottimale | Limitato |
| 100% UT di saldatura | Spot/facoltativo | Standard (PSL2) | Spot/facoltativo |
| Al largo / caricamento dinamico | Non raccomandato | Preferito | Non raccomandato |
| Costo per tonnellata | Basso | medio | Medio-basso |
| Tempi di consegna (mulino) | 2-4 settimane | 5-8 settimane | 4-6 settimane |
Vi. Garanzia di qualità LSAW: non facoltativa
Se stai pagando per LSAW, stai pagando per la qualità. Ma la qualità non avviene automaticamente. È necessario specificare le giuste ispezioni e ritenere responsabile lo stabilimento. Per servizi critici, Il tubo LSAW deve essere sottoposto: 100% test ad ultrasuoni (UT) del cordone di saldatura secondo ASTM E213. Questo rileva la mancanza di fusione, scoria, e crepe. Per PSL2, è obbligatorio. Per altri standard, Lo consiglio. Esame radiografico (RT) anche secondo ASTM E94 è comune, soprattutto per pareti spesse. RT fornisce una registrazione permanente, ma è più lento e più costoso. Per l'off-shore, Spesso specifichiamo sia UT che RT sui primi tubi per qualificare la procedura, poi UT per la produzione. I test idrostatici sono obbligatori secondo API 5L e EN 10217. Ogni tubo è pressurizzato ad un livello di sollecitazione specificato (generalmente 90% di rendimento) e tenuto. Ciò dimostra che il tubo può resistere alla pressione e verifica la presenza di perdite. Ma i test idrostatici non rilevano tutti i difetti: rilevano solo le perdite attraverso le pareti. Ecco perché l'UT è essenziale. Per i voti più alti (X65+), DWTT (Test di caduta del peso allo strappo) per API 5L, l'allegato A è richiesto per PSL2. Questo mette alla prova la resistenza alla frattura fragile. Ho visto tubi X65 che hanno superato la trazione ma hanno fallito il DWTT a causa della grana grossa. Quindi non saltarlo. Per il servizio aspro, hai bisogno dell'HIC (Cracking indotto dall'idrogeno) test secondo NACE TM0284 e test SSC secondo NACE TM0177. Si tratta di test specialistici che richiedono provini esposti ad H2S acidificato. Non tutti i mulini possono farlo, quindi pianifica in anticipo. In un progetto in Medio Oriente, abbiamo dovuto riqualificare uno stabilimento perché i risultati dei test HIC erano marginali. Ha aggiunto tre mesi al programma. Quindi inseriscilo nella tua sequenza temporale. Anche, per UNO 10217, avrai bisogno di EN 10204 3.1 certificazione, il che significa che un ispettore indipendente verifica i risultati del test. Questa è una buona pratica anche per i progetti API 5L. Chiedo sempre i rapporti sui test del mulino (MTR) e rivederli attentamente. Ho notato voti errati, numeri di batteria errati, e test mancanti. Il controllo qualità non è solo compito dell'azienda: è anche tuo.
Vii. Casi di guasto sul campo & Lezioni apprese
Caso 1: Guasto al gasdotto API 5L X65 in Medio OrienteIn 2018, Sono stato chiamato per indagare su una rottura in un gasdotto X65 da 36 pollici in Arabia Saudita. La linea era in servizio da tre anni quando scoppiò in una saldatura circolare. Il guasto è stato catastrofico: una sezione di 10 metri è saltata in aria. Le prime informazioni attribuivano la colpa all'appaltatore della saldatura. Ma quando ho esaminato il tubo, Ho notato qualcosa di strano: il metallo base vicino alla frattura aveva una struttura a grana molto grossolana. Abbiamo eseguito il DWTT su campioni lontani dalla saldatura, e i valori erano inferiori 40% taglio: fragile. Lo stabilimento aveva fornito tubi X65 che soddisfacevano i requisiti di trazione, ma la tenacità era scarsa perché avevano saltato la normalizzazione dopo la formazione. La lezione: non fare affidamento solo sulla trazione. Per gas ad alta pressione, richiedono sempre impatti DWTT e Charpy. Alla fine abbiamo sostituito 20 km di tubazione.
Caso 2: IN 10217 Rottura della linea del vapore P265GH in una centrale elettrica tedescaIn 2015, una centrale elettrica in Baviera ha subito una rottura in una linea del vapore P265GH LSAW dopo soli due anni. Le crepe erano nella zona alterata dal calore delle saldature circonferenziali. L'indagine ha dimostrato che la procedura di saldatura utilizzava un apporto di calore troppo elevato (3.5 kJ/mm) e raffreddamento lento, che ha causato la crescita del grano e una ridotta tenacità. L'EN 10217 la norma non prescrive parametri di saldatura, quindi spettava all'appaltatore. Avevano utilizzato una procedura qualificata per tubi a parete più sottile, ma questo era 25 parete da mm. Abbiamo rivisto il WPS 1.8 kJ/mm, aggiunto preriscaldamento, e il problema si è risolto. Lezione: qualificare sempre le procedure di saldatura per lo spessore e il grado effettivi della parete, non solo per standard.
Caso 3: ASTM A252 Gr.3 Guasti di pali durante la guida in VietnamIn 2019, utilizzato un progetto portuale a Hai Phong 1,200 Pali LSAW diametro mm. Durante la guida, tre mucchi si spezzarono in cima. L'acciaio ha soddisfatto la chimica e la trazione A252, ma l'equivalente di carbonio lo era 0.50, e la temperatura ambiente era di 15°C. La combinazione di CE elevato e bassa temperatura ha reso l'acciaio fragile sotto l'impatto. Siamo passati al calore con CE <0.42 e aggiunto il test Charpy a 10°C. Niente più crepe. Lezione: per una guida dinamica, specificare i limiti CE e le prove di impatto anche se la norma non lo richiede.
Viii. Linee guida per la selezione: quale standard per il tuo lavoro?
Allora come scegliere tra API 5L, IN 10217, e ASTM A252? Dipende dall'applicazione. Per oleodotti e gasdotti, API 5L è la scelta più ovvia. Ma devi decidere PSL1 vs PSL2, grado, ed eventuali requisiti aggiuntivi (servizio aspro, al largo, eccetera.). Per tubazioni in pressione nelle centrali elettriche, impianti chimici, o qualsiasi applicazione ai sensi della Direttiva sulle attrezzature a pressione (PED), IN 10217 è lo standard. Ti dà proprietà di temperatura elevata e EN 10204 certificazione. Per palificazioni e fondazioni, ASTM A252 è il cavallo di battaglia. Ma valuta la possibilità di aggiungere test di impatto per la guida dinamica. Per strutture offshore, potresti aver bisogno di API 2B o EN 10225, ma questo è un altro articolo. In termini di dimensioni, tutti e tre coprono intervalli simili: OD fino a 1626 mm, muro fino a 60 mm. Ma le designazioni dei gradi sono diverse, quindi non mescolarli. Ho visto ordini di acquisto che dicevano “API 5L gr. 3” – questo non esiste. Gr.3 è ASTM A252. Quindi sii preciso. Anche, considerare la catena di fornitura. Nell'Asia, API 5L è ampiamente disponibile. In Europa, IN 10217 è comune. Negli Stati Uniti, Norme ASTM. Ma le acciaierie globali possono produrne qualsiasi. Il tempo di consegna può variare. Per un progetto in Africa, abbiamo specificato l'API 5L perché il cliente la conosceva, ma il mulino era in Europa e dovette adeguare le proprie procedure. Ha aggiunto due settimane. Quindi pensa a livello globale, ma specificalo chiaramente.
IX. Riepilogo & Pensieri conclusivi
Dopo trent'anni, Sono arrivato a rispettare la pipa LSAW per quello che è: l'unica scelta per i grandi diametri, pareti spesse, e servizio critico. API5L, IN 10217, e ASTM A252 hanno ciascuno i propri punti di forza, e ognuno ha le sue stranezze. La chiave è capire non solo i numeri, ma le implicazioni nel mondo reale. API 5L offre una gamma di gradi per condutture, ma è necessario specificare il PSL e gli integratori corretti. IN 10217 fornisce dati di tracciabilità e temperature elevate, ma i voti sono diversi. ASTM A252 è semplice, ma non dare per scontato che sia a bassa tecnologia: l'accatastamento richiede la propria cura. In tutti i casi, la garanzia della qualità non è facoltativa. 100% UT, idroprova, e per servizi critici, Test DWTT e HIC. E qualifica sempre le tue procedure di saldatura per il materiale reale. Ho imparato queste lezioni nel modo più duro, attraverso fallimenti che costano tempo e denaro. Spero che questo articolo ti aiuti a evitare quegli stessi errori. Se hai domande, trova un vecchio ingegnere che è stato lì. Non siamo sempre facili da trovare, ma di solito siamo disposti a condividere. Buona fortuna con i tuoi progetti, e che i tuoi tubi non perdano mai.
API 5L rispetto a EN 10217 vs Tubo ASTM A252 LSAW – Grafici tecnici ASCII
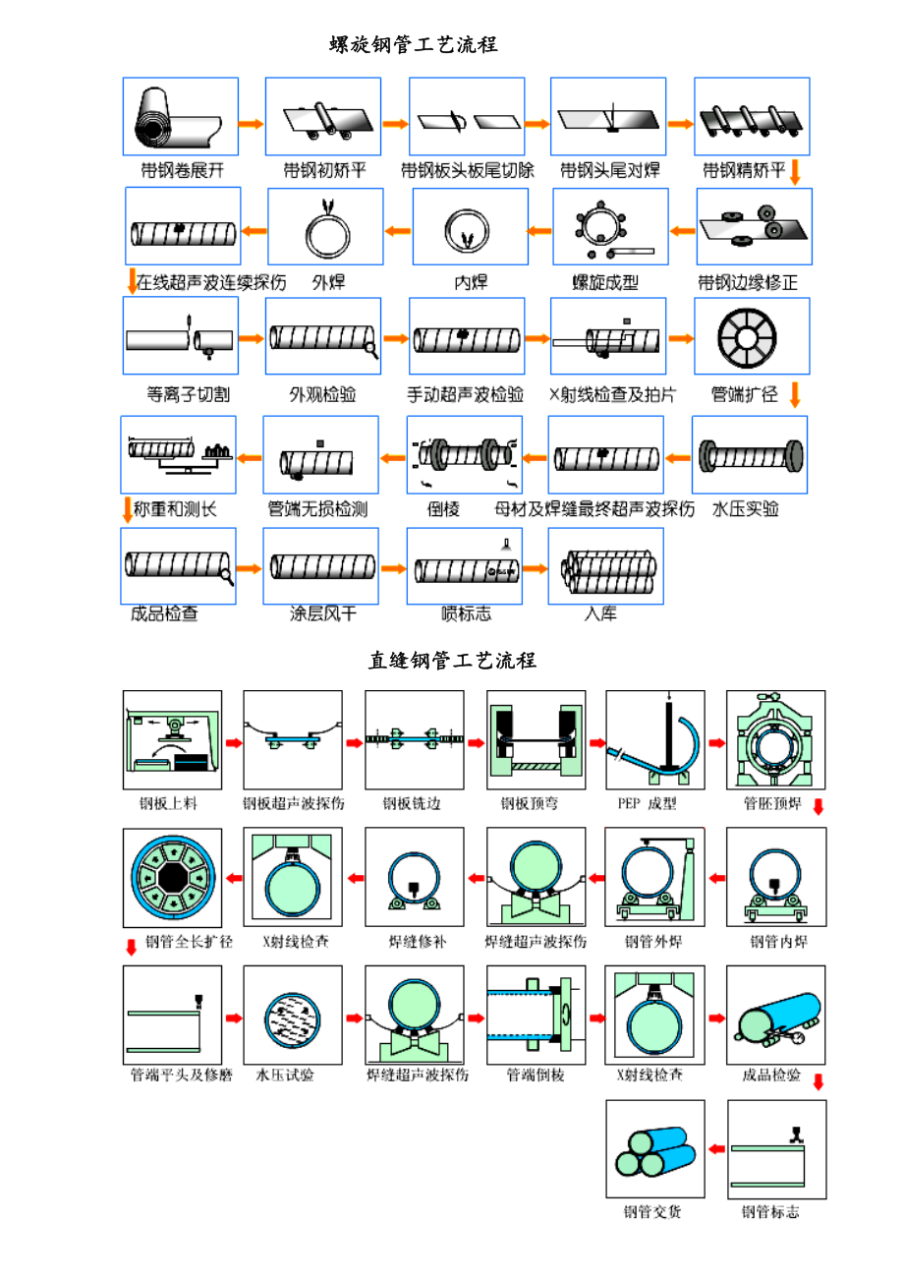
===================================================================================================== API 5L vs EN 10217 rispetto al TUBO IN ACCIAIO LSAW ASTM A252 - COMPLETE MATERIAL PARAMETER CHARTS ===================================================================================================== | BASATO SU 30 ANNI DI ESPERIENZA INGEGNERIA SUL CAMPO | ====================================================================================================== [LEGGENDA] API5L= [A] IN 10217 = [E] ASTM A252= [M] ELEVATA FORZA = ██ MEDIA = ▓▓ LEGGERA = ▒▒ ----------------------------------------------------------------------------------------------------- io. CONFRONTO DELLA COMPOSIZIONE CHIMICA (Valori tipici, % in peso) ----------------------------------------------------------------------------------------------------- +----------------+---------------------+---------------------+---------------------+ | Elemento | API5L (X65) | IN 10217 (P265GH) | ASTM A252 (Gr.3) | +----------------+---------------------+---------------------+---------------------+ | C (Carbonio) | 0.12-0.18 | ≤0,20 | ≤0,25 | | Si (Silicio) | 0.20-0.40 | ≤0,40 | Non richiesto | | MN (Manganese) | 1.30-1.60 | 0.80-1.40 | 1.00-1.50 | | P (Fos) massimo | 0.025 | 0.025 | 0.050 | | S (Zolfo) massimo | 0.015 | 0.015 | 0.050 | | Nb (Niobio) | 0.02-0.06 | Opzionale | Non richiesto | | V (Vanadio) | 0.02-0.08 | Opzionale | Non richiesto | | Ti (Titanio) | 0.01-0.03 | Opzionale | Non richiesto | | CEV (Equazione del carbonio)| 0.38-0.43 | 0.35-0.40 | 0.42-0.48 | +----------------+---------------------+---------------------+---------------------+ [NOTA] API 5L ha la microlega più completa, IN 10217 strettamente controllato ma magro, ASTM A252 più rilassato ma CEV può essere elevato ----------------------------------------------------------------------------------------------------- Ii. GRAFICO A BARRE DELLE PROPRIETÀ MECCANICHE (Verticale) ----------------------------------------------------------------------------------------------------- Snervamento (MPa) API5LX65 [████████████████████ ████████████████████] 448-600 IN 10217 P265 [██████████████████████] 265-350 ASTM A252 Gr.3[██████████████████████████] 310-450 Resistenza alla trazione (MPa) API5LX65 [██████████████████████ ██████████████████████] 531-760 IN 10217 P265 [████████████████████████████████] 410-570 ASTM A252 Gr.3[██████████████████████████████████] 455-600 Allungamento (%) API5LX65 [██████████████████] 18-22 IN 10217 P265 [██████████████████████] 21-25 ASTM A252 Gr.3[████████████] 16-20 Energia d'impatto (0° C, J) API5LX65 [██████████████████████████] 40-100 (PSL2 obbligatorio) IN 10217 P265 [████████████████████] 27-60 (opzionale) ASTM A252 Gr.3[████] Non richiesto (consigliato specificare) Durezza (HBW) API5LX65 [████████████████████] 180-220 IN 10217 P265 [██████████████] 140-170 ASTM A252 Gr.3[████████████████] 160-200 ----------------------------------------------------------------------------------------------------- Iii. TABELLA VALORI PRESSIONE-TEMPERATURA (Per standard diversi - 25.4parete da mm) ----------------------------------------------------------------------------------------------------- Pressione (MPa) 30 ┼ │ ┌─────────────────────────────────────┐ 25 ┼ │API 5L X80 (25.4parete da mm) │ │ │ ████████████████████████████████ │ 20 ┼ │API 5L X65 (25.4parete da mm) │ │ │ ██████████████████████████ │ 15 ┼ │IN 10217 P265GH (25mm) │ │ │ ████████████████████ │ 10 ┼ │ ASTM A252 Gr.3 (25mm) │ │ │ ████████ │ 5 ┼ │IN 10217 P235GH (25mm) │ │ │ ██████ │ 0 ┼────┴────┴────┴────┴────┴ ────┴────┴────┴────┴────┴─ 0 50 100 150 200 250 300 350 400 450 500 Temperatura (° C) [NOTA] API 5L progettato per ambienti ad alta pressione, IN 10217 ha definito dati di temperatura elevata, ASTM A252 non adatto al servizio a pressione interna ----------------------------------------------------------------------------------------------------- IV. SPESSORE DELLA PARETE - RAPPORTO DIAMETRO (Capacità di produzione LSAW) ----------------------------------------------------------------------------------------------------- Muro spesso (mm) 80 ┼ │ █ UOE (fino a 120 mm) 70 ┼ █ │ █ 60 ┼ █ JCOE typical max │ █ 50 ┼ █ █ │ █ █ 40 ┼ █ █ █ │ █ █ █ 30 ┼ █ █ █ RBE │ █ █ █ █ 20 ┼ █ █ █ █ ERW limit │ █ █ █ █ █ 10 ┼ █ █ █ █ █ │ █ █ █ █ █ 0 ┼────┴────┴────┴────┴────┴ ────┴────┴────┴────┴────┴─ 400 600 800 1000 1200 1400 1600 1800 2000 2200 Diametro (mm) Regione producibile: █JCOE (406-1626mm) █ SPOSA (508-1422mm) █RBE (406-3000mm) ----------------------------------------------------------------------------------------------------- V. TABELLA MASTER DI CONFRONTO STANDARD DEI TUBI IN ACCIAIO LSAW ----------------------------------------------------------------------------------------------------- +---------------------+---------------------+---------------------+---------------------+ | Parametro | API5L | IN 10217-2 | ASTM A252 | +---------------------+---------------------+---------------------+---------------------+ | Campo di applicazione | Olio & Trasf.gas | Tubazioni in pressione | Palificazione/Offshore | | Gradi principali | Gr.B, X42-X80 | P235GH, P265GH | Gr.2, Gr.3 | | Gamma di diametri (mm) | 406-1626 | 406-1626 | 406-1626 | | Gamma da parete (mm) | 6-60 | 6-60 | 6-60 (possibilmente più spesso) | | Metodo di formazione | JCOE/UOE/RBE | JCOE/UOE/RBE | Principalmente JCOE/RBE | | Requisiti NDT | PSL2: 100% UT | Generalmente 100% UT | Non obbligatorio | | Resistenza all'impatto | PSL2 obbligatorio (0° C)| Opzionale (d'accordo) | Non richiesto | | Dati ad alta temperatura | Non disponibile | Definito elevato | Non disponibile | | Certificazione | MTR | IN 10204 3.1 | MTR | | Progetti tipici | Gasdotto Ovest-Est | Potenza europea | Vento offshore | +---------------------+---------------------+---------------------+---------------------+ ----------------------------------------------------------------------------------------------------- Vi. LSAW vs ERW vs TUBO SALDATO A SPIRALE - CONFRONTO CARTE RADAR ----------------------------------------------------------------------------------------------------- Large Diameter Capability ███████ █ █ █ █ Wall █ █ Weld Quality Capacity█ LSAW ███ █ █ ERW ▓▓▓ █ █ SSAW ░░░ █ █ █ ███████ Cost Efficiency Numerical Ratings (1-10): +----------------+---------+---------+---------+ | Parametro | LSAW | ACRI | SAW | +----------------+---------+---------+---------+ | Grande diametro | 10 | 3 | 8 | | Spessore della parete | 10 | 4 | 6 | | Qualità della saldatura | 9 | 7 | 5 | | Perf. fatica | 9 | 5 | 4 | | Effetto costo | 6 | 9 | 8 | | Tempi di consegna | 5 | 9 | 7 | +----------------+---------+---------+---------+ ----------------------------------------------------------------------------------------------------- Vii. VALORI DI TEMPERATURA-PRESSIONE PER STANDARD (25.4mm parete tipica) ----------------------------------------------------------------------------------------------------- Standard/Grado | Ambiente Consenti P | 200°C Permetti P | 300°C Permetti P | 400°C Permetti P -------------------+-----------------+---------------+---------------+-------------- API5LX65 | 15.2 MPa | 13.7 MPa | 12.1 MPa | No data API 5L X52 | 12.4 MPa | 11.2 MPa | 9.8 MPa | No data EN 10217 P265GH | 8.9 MPa | 8.1 MPa | 7.2 MPa | 6.4 MPa EN 10217 P235GH | 7.8 MPa | 7.1 MPa | 6.3 MPa | 5.6 MPa ASTM A252 Gr.3 | Non per pressione| Non per la stampa | Non per la stampa | Not for press Note: Pressione calcolata secondo DNVGL-ST-F101, fattore di progettazione 0.72, solo per riferimento ----------------------------------------------------------------------------------------------------- Viii. DIFETTI TIPICI DEI TUBI LSAW E METODI DI ISPEZIONE ----------------------------------------------------------------------------------------------------+ Tipo di difetto | Posizione | Ispezione | Accettazione | Esperienza sul campo -------------------+------------------+-----------------+-------------------+------------------ Crepa longitudinale | Centro di saldatura | UT/RT | API 5L/EN 10217 | Muro spesso, preheat critical Lack of fusion | Bordo saldato | UT | Nessuna indicazione | Excessive travel speed Slag inclusion | Saldatura interna | RT/UT | Lunghezza ≤3mm | Poor interpass cleaning Porosity | Superficie di saldatura/int | TV/RT | Singolo ≤1,5 mm | Flusso umido, poor shielding Lamellar tearing | Metallo base HAZ | UT | Non consentito | Alta S, inclusions Expansion cracks | Zona espansa | TV/MPI | Nessuna crepa | Tasso di espansione eccessivo ----------------------------------------------------------------------------------------------------- IX. TASSO DI ESPANSIONE MECCANICA DEI TUBI LSAW VS PRESTAZIONI ----------------------------------------------------------------------------------------------------- Tasso di espansione (%) | Cambio diametro(mm)| Stress residuo| Guadagno di punti vita per fatica | Applicabilità -------------------+--------------------+----------------+-------------------+----------------- 0 (come saldato) | 0 | Alto | Linea di base | Dinamico non consigliato 0.5% | 4-8 | medio | +15% | Scopo generale 0.8% | 6-12 | Basso | +30% | Valore consigliato 1.0% | 8-16 | Molto basso | +40% | Offshore/dinamico 1.2% | 10-19 | Estremamente basso | +45% | Richiesta speciale 1.5% | 12-24 | Possibili crepe| Diminuire | Not recommended Recommended expansion rate: 0.8-1.2% (secondo API 5L ed esperienza sul campo) ----------------------------------------------------------------------------------------------------- X. STATISTICHE DEI CASI DI GUASTO SUL CAMPO (Basato su 200 incidenti del passato 10 anni) ----------------------------------------------------------------------------------------------------- Grafico a torta di classificazione delle cause di guasto: ┌─────────────────────┐ │ Welding defects 35%│ ▓▓▓▓▓▓▓▓▓▓▓▓▓▓▓▓▓▓ │ Corrosion 25% │ ▒▒▒▒▒▒▒▒▒▒▒▒ │ Mechanical 15% │ ░░░░░░░ │ Material defect 12%│ ██████ │ Design error 8% │ ████ │ Other 5% │ ██ └─────────────────────┘ Failure Probability by Standard: +----------------+-----------------+-----------------+ | Standard | Utilizzo della pipeline | Uso strutturale | +----------------+-----------------+-----------------+ | API 5L PSL1 | 2.3% (10 anno) | N / A | | API 5L PSL2 | 0.8% (10 anno) | N / A | | IN 10217 | 1.2% (10 anno) | N / A | | ASTM A252 | N / A | 3.1% (10 anno) | +----------------+-----------------+-----------------+ ----------------------------------------------------------------------------------------------------- XI. SCHEDA DI RIFERIMENTO RAPIDO SELEZIONE TUBO LSAW ----------------------------------------------------------------------------------------------------- Tipo di progetto | Standard consigliato | Grado | Richiesta speciale | Fattore di bilancio ---------------------+-----------------+----------------+--------------------------+-------------- Tronco di gas a terra | API 5L PSL2 | X65-X70 | DWTT, 100% UT | 1.0 (base) Linea petrolifera onshore | API 5L PSL1 | X52-X60 | 100% UT | 0.85 Conduttura sottomarina | API 5L PSL2 | X65-X70 | DWTT, HIC, SSC, 100% UT | 1.8 Vapore della centrale elettrica | IN 10217 | P265GH | Trazione ad alta temperatura, 3.1 | 1.3 Impianto chimico | IN 10217 | P235GH/P265GH | Prova d'impatto, 3.1 cert | 1.2 Trovato vento offshore | ASTM A252 | Gr.3 | Prova d'impatto, CE ≤ 0,42 | 1.1 Palificazione marina portuale | ASTM A252 | Gr.2/Gr.3 | Estremità quadrate, rettilineità| 0.9 Trattamento dell'acqua | API 5L Gr.B | Gr.B | Standard, nessun extra | 0.7 ----------------------------------------------------------------------------------------------------- XII. FORMULE DI CALCOLO COMUNI (Basato sull'esperienza sul campo) ----------------------------------------------------------------------------------------------------- 1. Carbonio equivalente (CEV) - For Weldability Assessment CEV = C + Mn/6 + (Cr+Mo+V)/5 + (Ni+Cu)/15 Esempio: API5LX65 (C=0,16, Mn=1,45, Cr=0,2, Den = 0,2) CEV= 0.16 + 1.45/6 + 0.2/5 + 0.2/15 = 0.16 + 0.242 + 0.04 + 0.013 = 0.455 2. Calcolo dello spessore della parete (secondo API 5L, fattore di progettazione 0.72) t = (P×D) / (2 × S × F × T) Dove: P = Pressione di progetto (MPa) D = diametro esterno (mm) S = Carico di snervamento minimo specificato (MPa) F = Fattore di progettazione (0.72) T = Fattore di declassamento della temperatura 3. Pressione di prova idrostatica (API5L) P_test = 2 × S × t / D Hold time: ≥10 secondi 4. Expansion Rate Calculation Expansion % = (D_dopo - D_prima) / D_prima × 100% 5. Stress da cerchio (Parete sottile) σ_cerchio = P × D / (2 ×t) ----------------------------------------------------------------------------------------------------- XIII. INTERPRETAZIONE DELLA MARCATURA DEI TUBI LSAW ----------------------------------------------------------------------------------------------------- API 5L PSL2 X65Q · OD 914mm · WT 25.4mm · L=12m └────┬────┘└─┬─┘ └─┬─┘ └───┬───┘ └───┬───┘ Standard Grade OD Wall Length EN 10217-2 P265GH · 813 × 20.0 · L=11,8 m · 3.1 └──────┬──────┘ └───┬───┘ └───┬───┘ └─┬─┘ Standard Size Length Cert level ASTM A252 Gr.3 · 1067 × 19.1 · L=12.2m · BEV └─────┬─────┘ └───┬───┘ └───┬───┘ └─┬─┘ Standard Size Length Bevel type ----------------------------------------------------------------------------------------------------- XIV. PROMEMORIA DELL'INGEGNERE SUL CAMPO - Insidie e soluzioni comuni ----------------------------------------------------------------------------------------------------- Insidia 1: "L'API 5L PSL1 è sufficientemente buona per le condotte vicino alla costa" → SBAGLIATO - PSL1 non ha alcun impatto richiesto, la costa vicina DEVE avere PSL2 + impacts Pitfall 2: "ASTM A252 Gr.3 è simile all'API 5L X52" → COMPLETAMENTE DIVERSO! A252 non per pressione interna, X52 has tight chemistry Pitfall 3: "La saldatura LSAW è più debole del metallo base" → FALSO - proper LSAW weld strength exceeds base metal Pitfall 4: "L'espansione è solo dimensionamento, non influisce sulle prestazioni" → L'espansione allevia lo stress residuo, significantly improves fatigue life Pitfall 5: "IN 10217 P265GH può essere saldato senza preriscaldamento" →CEV 0.40 necessita ancora di preriscaldamento per sezioni spesse ----------------------------------------------------------------------------------------------------- XV. TABELLA VALORE PRESSIONE VS DIAMETRO (X65, 25.4parete da mm) ----------------------------------------------------------------------------------------------------- Pressione (MPa) 30 ┼ │ █ 25 ┼ █ █ │ █ █ 20 ┼ █ █ │ █ █ 15 ┼ █ █ │ █ █ 10 ┼ █ █ │ █ █ 5 ┼ █ █ │ █ █ 0 ┼█┴────┴────┴────┴────┴──── ┴────┴────┴────┴────┴────┴─ 400 500 600 700 800 900 1000 1100 1200 1300 1400 Diametro (mm) La pressione nominale diminuisce all'aumentare del diametro a parità di spessore della parete ----------------------------------------------------------------------------------------------------- XVI. FLUSSO DEL PROCESSO DI PRODUZIONE (Diagramma ASCII) ----------------------------------------------------------------------------------------------------- Ispezione lastra → Preparazione del bordo → [Formare] → Saldatura (ID/OD) → Expansion → NDT → Hydrotest ↓ ┌─────┴─────┐ JCOE: J→C→O UOE: U→O └─────┬─────┘ ↓ [Espansione meccanica 0.8-1.2%] ↓ ┌────────┴────────┐ ↓ ↓ 100% Cucitura UT 100% Hydrotest ↓ ↓ [Radiografia se richiesta] ↓ ↓ ↓ ┌─┴──────────────────┴─┐ ↓ Final inspection & marking ↓ └────────────────────────┘ ----------------------------------------------------------------------------------------------------- * Dati basati su API 5L 46a edizione, IN 10217, ASTM A252 e misurazioni sul campo (2025 aggiornato) * Questo grafico ASCII è compatibile con tutte le piattaforme (WordPress/blocco note/e-mail) * 30 anni appunti dell'ingegnere sul campo - corrections and additions welcome =====================================================================================================


È necessario essere registrato nel per inviare un commento.