


عملية تصنيع أكواع الأنابيب الفولاذية: دليل شامل
تعتبر أكواع الأنابيب الفولاذية مكونات أساسية في أنظمة الأنابيب, السماح بتغييرات في الاتجاه داخل خط الأنابيب. وتستخدم هذه التجهيزات على نطاق واسع في صناعات مثل النفط والغاز, البتروكيماويات, محطات توليد الطاقة, والبناء, حيث تكون هناك حاجة إلى اتصالات قوية وموثوقة للتعامل مع الضغط العالي, درجة حرارة, والبيئات المسببة للتآكل.
إن عملية تصنيع أكواع الأنابيب الفولاذية متخصصة للغاية, تتضمن طرقًا مختلفة لضمان أن المنتج النهائي يلبي معايير الجودة الصارمة. توفر هذه المقالة نظرة عامة مفصلة عن عملية تصنيع كوع الأنابيب الفولاذية, بما في ذلك أنواع المرفقين, المواد المستخدمة, والتقنيات المستخدمة لإنتاجها.
طريقة الشياق لثني الأنابيب بالتشكيل الساخن
طريقة البثق الأنابيب بيند
طريقة التشكيل الساخن لثني الأنابيب
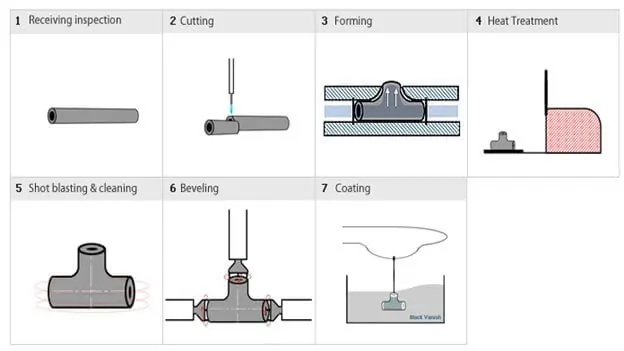
طريقة الانتفاخ الهيدروليكي لأنابيب TEE
ما هي أكواع الأنابيب الفولاذية?
كوع الأنابيب الفولاذية عبارة عن وصلة أنابيب تسمح بتغيير الاتجاه في نظام الأنابيب. تتوفر هذه الأكواع عادةً بزوايا مختلفة, مثل 90 درجة, 45 درجة, و 180 درجة, لتناسب تخطيطات الأنابيب المختلفة. يتم تصنيفها على أساس نصف قطر انحناءها, المواد, وطريقة التصنيع.
أنواع أكواع الأنابيب الفولاذية
يمكن تصنيف أكواع الأنابيب الفولاذية إلى الأنواع التالية بناءً على تصميمها وتطبيقها:
- نصف قطر قصير (ريال) المرفقين:
- نصف قطر الانحناء يساوي قطر الأنبوب (1د).
- يستخدم في المساحات الضيقة التي تتطلب تخطيطات مدمجة.
- شائع في أنظمة الضغط المنخفض.
- نصف قطر طويل (إل آر) المرفقين:
- نصف قطر الانحناء هو 1.5 أضعاف قطر الأنبوب (1.5د).
- يفضل في الأنظمة ذات الضغط العالي ومعدلات التدفق.
- يقلل الاحتكاك وفقدان الضغط.
- تصغير الأكواع:
- مصممة لتوصيل الأنابيب بأقطار مختلفة.
- يستخدم في الأنظمة التي تتطلب تخفيضًا تدريجيًا في التدفق.
- المرفقين المخصصة:
- تم تصنيعه لتطبيقات محددة بزوايا أو أبعاد فريدة.
المواد المستخدمة في أكواع الأنابيب الفولاذية
أكواع الأنابيب الفولاذية مصنوعة من مواد مختلفة, اعتمادا على التطبيق وظروف التشغيل. وتشمل المواد المشتركة:
- الكربون الصلب: يستخدم في التطبيقات ذات الأغراض العامة ذات الضغط ودرجة الحرارة المعتدلة.
- الفولاذ المقاوم للصدأ: يفضل للبيئات المسببة للتآكل والتطبيقات ذات درجات الحرارة العالية.
- خليط معدني: تستخدم في أنظمة الضغط العالي ودرجة الحرارة العالية, مثل محطات الطاقة والمصافي.
- دوبلكس ستانلس ستيل: يوفر مقاومة ممتازة للتآكل وقوة, مناسبة للصناعات البحرية والكيميائية.
عمليات تصنيع كوع الأنابيب الفولاذية
يتضمن تصنيع أكواع الأنابيب الفولاذية العديد من العمليات المتخصصة لضمان تلبية المنتج للمواصفات المطلوبة من حيث القوة, متانة, ودقة الأبعاد. فيما يلي الطرق الرئيسية المستخدمة في إنتاج أكواع الأنابيب الفولاذية:
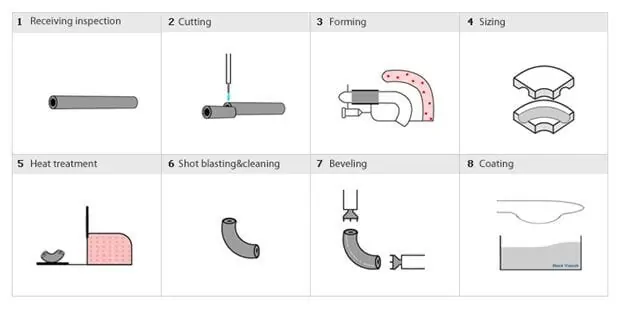
1. طريقة مغزل (عملية التشكيل الساخن)
طريقة المندرل, المعروف أيضا باسم عملية التشكيل الساخن, هي إحدى التقنيات الأكثر شيوعًا لتصنيع أكواع الأنابيب الفولاذية. تتضمن هذه العملية تسخين أنبوب فولاذي وتشكيله على شكل مرفق باستخدام شياق ويموت.
خطوات طريقة الماندريل:
- قطع الأنابيب:
- يتم قطع الأنابيب الفولاذية المستقيمة إلى الطول المطلوب, حسب حجم الكوع المراد إنتاجه.
- التدفئة:
- يتم تسخين الأنبوب في الفرن إلى درجة حرارة عالية (عادة بين 900 درجة مئوية و 1100 درجة مئوية) لجعلها طيعة.
- تشكيل:
- يتم وضع الأنبوب الساخن في قالب وتشكيله على شكل مرفق باستخدام مغزل. يضمن الشياق احتفاظ الأنبوب بمقطعه العرضي الدائري أثناء الثني.
- تبريد:
- يتم تبريد الكوع المشكل ببطء لتخفيف الضغوط الداخلية والحفاظ على سلامته الهيكلية.
- التشذيب والميلا:
- يتم قطع المواد الزائدة, ونهايات الكوع مشطوفة لتحضيرها للحام.
- المعالجة الحرارية:
- يخضع الكوع للمعالجة الحرارية لتحسين خواصه الميكانيكية, مثل القوة والمتانة.
- التفتيش والاختبار:
- يتم فحص الكوع النهائي للتأكد من دقة الأبعاد, عيوب السطح, والخصائص الميكانيكية. اختبار غير مدمر (NDT) طُرق, مثل اختبار الموجات فوق الصوتية أو اختبار التصوير الشعاعي, غالبا ما تستخدم.
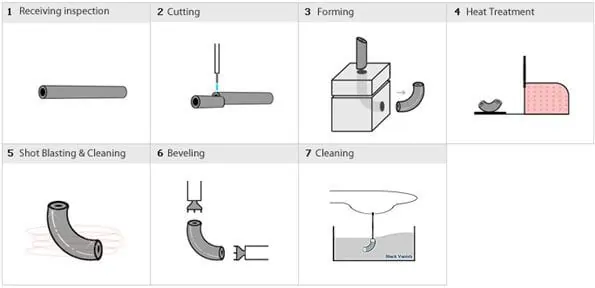
2. عملية التشكيل على البارد
يتم استخدام عملية التشكيل على البارد لتصنيع أكواع ذات قطر أصغر وتتضمن تشكيل الأنابيب الفولاذية في درجة حرارة الغرفة. هذه الطريقة أقل شيوعًا من عملية التشكيل الساخن ولكنها مناسبة للتطبيقات التي لا تتطلب المعالجة الحرارية.
خطوات عملية التشكيل على البارد:
- قطع الأنابيب:
- يتم قطع الأنابيب الفولاذية المستقيمة إلى الطول المطلوب.
- تشكيل:
- يتم وضع الأنبوب في مكبس هيدروليكي أو آلة ثني ويتم تشكيله على شكل مرفق باستخدام قالب.
- التشذيب والميلا:
- يتم قطع أطراف الكوع ومشطوفها للحام.
- تقتيش:
- يتم فحص الكوع للتأكد من دقة الأبعاد وجودة السطح.
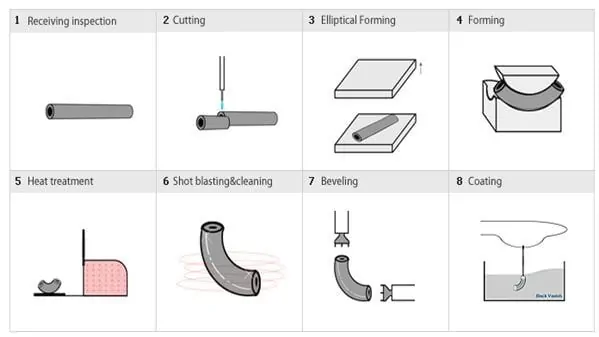
3. تصنيع الكوع الملحوم
في هذه الطريقة, يتم استخدام صفائح أو صفائح فولاذية لتصنيع الأكواع. يتم قطع اللوحات, توالت, و ملحومة لتشكيل الشكل المطلوب. تُستخدم هذه العملية عادةً للمرفقين ذوي القطر الكبير.
خطوات تصنيع الكوع الملحوم:
- قطع لوحة الصلب:
- يتم قطع الصفيحة الفولاذية إلى شكل محدد بناءً على أبعاد الكوع.
- المتداول:
- يتم لف اللوحة إلى شكل أسطواني باستخدام آلة اللف.
- لحام:
- يتم لحام حواف اللوحة الملفوفة معًا لتشكيل أنبوب.
- تشكيل:
- يتم تشكيل الأنبوب الملحوم على شكل مرفق باستخدام قالب أو مكبس.
- المعالجة الحرارية:
- يخضع الكوع للمعالجة الحرارية لتحسين خواصه الميكانيكية.
- التفتيش والاختبار:
- يتم فحص خط اللحام بحثًا عن العيوب باستخدام طرق الاختبار غير المدمرة.
4. طريقة البثق
يتم استخدام طريقة البثق لإنتاج أكواع غير ملحومة عن طريق بثق قطعة صلبة إلى الشكل المطلوب. هذه العملية مناسبة لتطبيقات الضغط العالي وتنتج أكواع ذات خصائص ميكانيكية ممتازة.
خطوات في طريقة البثق:
- تسخين البليت:
- يتم تسخين قطعة الصلب الصلبة إلى درجة حرارة عالية.
- ثقب:
- يتم ثقب البليت لإنشاء أنبوب مجوف.
- البثق:
- يتم بثق الأنبوب المجوف من خلال قالب لتشكيل مرفق.
- المعالجة الحرارية:
- يخضع المرفق للمعالجة الحرارية لتعزيز قوته وصلابته.
- تقتيش:
- يتم فحص الكوع النهائي للتأكد من الجودة ودقة الأبعاد.
5. طريقة دفع الانحناء
إن طريقة الثني بالدفع هي عملية فعالة من حيث التكلفة تستخدم لتصنيع الأكواع بسماكة جدار ثابتة. تتضمن هذه الطريقة دفع أنبوب فولاذي عبر قالب لتشكيل الشكل المطلوب.
خطوات في طريقة دفع الانحناء:
- قطع الأنابيب:
- يتم قطع الأنابيب الفولاذية المستقيمة إلى الطول المطلوب.
- التدفئة:
- يتم تسخين الأنبوب لجعله طيعًا.
- الدفع:
- يتم دفع الأنبوب الساخن من خلال قالب لتشكيل الكوع.
- تبريد:
- يتم تبريد المرفق ببطء لتخفيف الضغوط الداخلية.
- تقتيش:
- يتم فحص الكوع للتأكد من الجودة ودقة الأبعاد.
مراقبة الجودة في تصنيع كوع الأنابيب الفولاذية
لضمان موثوقية وأداء أكواع الأنابيب الفولاذية, يتم تنفيذ تدابير صارمة لمراقبة الجودة طوال عملية التصنيع. وتشمل هذه التدابير:
- التفتيش الأبعاد: التحقق من أبعاد الكوع, مثل نصف القطر, زاوية, وسمك الجدار.
- اختبار غير مدمر (NDT): باستخدام طرق مثل الاختبار بالموجات فوق الصوتية, الاختبار الشعاعي, واختبار الجسيمات المغناطيسية للكشف عن العيوب الداخلية والسطحية.
- الاختبارات الميكانيكية: إجراء اختبارات لتقييم قوة المرفق, صلابة, والصلابة.
- الاختبار الهيدروستاتيكي: اختبار قدرة المرفق على تحمل الضغط الداخلي دون تسريب أو تشوه.
الجدول: مقارنة طرق التصنيع لأكواع الأنابيب الفولاذية
| طريقة التصنيع | الميزات الرئيسية | تطبيقات | مزايا | العيوب |
|---|---|---|---|---|
| طريقة مغزل | عملية التشكيل الساخن باستخدام الشياق والموت | أنظمة الضغط العالي ودرجة الحرارة العالية | قوة عالية, هيكل موحد | يتطلب المعالجة الحرارية, تكلفة أعلى |
| تشكيل الباردة | تشكيل في درجة حرارة الغرفة | أكواع ذات قطر صغير | فعالة من حيث التكلفة, لا حاجة للمعالجة الحرارية | يقتصر على أحجام أصغر |
| الكوع الملحومة | مصنوعة من صفائح أو صفائح فولاذية | أكواع ذات قطر كبير | مناسبة للأحجام الكبيرة, فعالة من حيث التكلفة | قد يكون التماس اللحام نقطة ضعف |
| طريقة البثق | أكواع غير ملحومة من القضبان الصلبة | تطبيقات الضغط العالي | سلس, خصائص ميكانيكية ممتازة | غالي, نطاق محدود الحجم |
| دفع الانحناء | تم دفع الأنبوب من خلال قالب | تطبيقات للأغراض العامة | سمك الجدار ثابت, فعالة من حيث التكلفة | يقتصر على الأحجام والزوايا القياسية |
استنتاج
إن عملية تصنيع أكواع الأنابيب الفولاذية هي عملية متخصصة ودقيقة للغاية تضمن تلبية هذه المكونات الحيوية لمتطلبات الصناعات المختلفة. سواء تم إنتاجها من خلال طريقة الشياق, تشكيل البرد, لحام, قذف, أو دفع الانحناء, كل طريقة لها مزاياها الفريدة وهي مناسبة لتطبيقات محددة.
من خلال فهم عمليات التصنيع المختلفة وخصائصها, يمكنك اختيار النوع المناسب من كوع الأنابيب الفولاذية لمشروعك, ضمان الأداء الأمثل, متانة, والفعالية من حيث التكلفة.



يجب ان تكون تسجيل الدخول لإضافة تعليق.